Beschreibung
P-CHAN-00039 | Achsspezifische M-Funktionen |
Beschreibung | Anwenderspezifische M-Funktionen, die in der DIN-Syntax programmiert werden, werden kanalspezifisch behandelt und ausgeführt. Will der Anwender für bestimmte M-Funktionen eine achsspezifische Behandlung erzwingen, so besteht die Möglichkeit durch den Parameter diese so zu konfigurieren, dass sie achsspezifisch wirken. Jeder M-Funktion kann ein Achsname zugeordnet werden, auf die sie wirken soll. Hierbei sind neben Spindelachsen auch Bahnachsen zulässig. |
Parameter | m_default_outp_ax_name[i] mit i = 0 ... 999 (Maximale Anzahl der M-Funktionen , |
Datentyp | STRING |
Datenbereich | Maximal 16 Zeichen (Länge Achsname, applikationsspezifisch) |
Dimension | ---- |
Standardwert | * |
Anmerkungen | Parametrierbeispiel: Die anwenderspezifische M-Funktion M10 soll bei der Programmierung in DIN-Syntax auf Z-Achse wirken. Die anwenderspezifische M-Funktion M11 soll bei der Programmierung in DIN-Syntax auf die S2-Spindelachse wirken m_default_outp_ax_name[10] Z m_default_outp_ax_name[11] S2 * Hinweis: Der Standardwert der Variablen ist ein Leerstring. |
P-CHAN-00025 | Achsspezifische H-Funktionen |
Beschreibung | Anwenderspezifische H-Funktionen, die in der DIN-Syntax programmiert werden, werden kanalspezifisch behandelt und ausgeführt. Will der Anwender für bestimmte H-Funktionen eine achsspezifische Behandlung erzwingen, so besteht die Möglichkeit durch den Parameter diese so zu konfigurieren, dass sie achsspezifisch wirken. Jeder H-Funktion kann ein Achsname zugeordnet werden, auf die sie wirken soll. Hierbei sind neben Spindelachsen auch Bahnachsen zulässig. |
Parameter | h_default_outp_ax_name[i] mit i = 0 ... 999 (Maximale Anzahl der H-Funktionen, |
Datentyp | STRING |
Datenbereich | Maximal 16 Zeichen (Länge Achsname, applikationsspezifisch) |
Dimension | ---- |
Standardwert | * |
Anmerkungen | Parametrierbeispiel: Die anwenderspezifische H-Funktion H10 soll bei der Programmierung in DIN-Syntax auf Z-Achse wirken. Die anwenderspezifische H-Funktion H11 soll bei der Programmierung in DIN-Syntax auf die S2-Spindelachse wirken. h_default_outp_ax_name[10] Z h_default_outp_ax_name[11] S2 * Hinweis: Der Standardwert der Variablen ist ein Leerstring. |
P-CHAN-00052 | Freischalten mechanisches Getriebeschalten der Hauptspindel |
Beschreibung | Mit diesem Parameter wird für die Hauptspindel das Getriebeschalten freigeschaltet oder gesperrt. |
Parameter | main_spindle_gear_change |
Datentyp | BOOLEAN |
Datenbereich | 0: Spindelgetriebeschalten für die Hauptspindel deaktiviert 1: Spindelgetriebeschalten für die Hauptspindel aktiviert |
Dimension | ---- |
Standardwert | 0 |
Anmerkungen | Die M-Funktionen zur Auswahl der Getriebestufen der Hauptspindel M40–45 werden durch den Parameter P-CHAN-00052 in der Kanalparameterliste aktiviert. Bei deaktiviertem Getriebeschalten können die M-Funktionen M40–45 frei verwendet werden. |
P-CHAN-00069 | Spindelansteuerung durch SPS über kanalspezifische Schnittstelle |
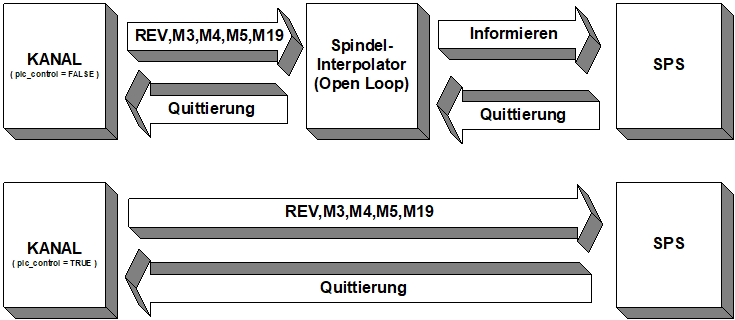
Beschreibung | Soll eine Spindel nicht durch einen Spindelinterpolator im NC-Kanal, sondern direkt durch die SPS angesteuert werden, so wird dieser Parameter auf TRUE gesetzt. Hierbei ist zu beachten, dass dann sämtliche Synchronisationen nicht mehr (Spindel-) achsspezifisch sondern über den kanalspezifischen HLI-Bereich ausgegeben und behandelt werden. Die achsspezifische Syntax zur Programmierung der Spindelbefehle ist weiterhin erlaubt, jedoch ist diese dann auf die Angabe der Drehzahl und der M-Funktionen M3/M4/M5/M19 beschränkt. |
Parameter | spindel[i].plc_control |
Datentyp | BOOLEAN |
Datenbereich | 0/1 |
Dimension | ---- |
Standardwert | 0 |
Anmerkungen |
|
P-CHAN-00098 | Umschalten der Bedeutung der M-Funktionen M3/M4/M5/M19 |
Beschreibung | Gemäß DIN66025 haben bestimmte M-Funktionen abhängig vom Bearbeitungsverfahren und der Maschinengattung unterschiedliche Bedeutung. Bei Maschinen zur spanenden Bearbeitung (z.B. Fräsen/Drehen/Bohren) sind M3/M4/M5/M19 den Spindelfunktionen (Drehrichtung, Stoppen, Positionieren) fest zugeordnet. Bei Bearbeitungsverfahren wie z.B. Plasma-/Laserstrahlschneiden oder Drahterodieren werden die genannten M-Funktionen zur Steuerung anderer Technologiefunktionen verwendet. Um eine freie Zuordnung zu ermöglichen, kann deshalb mit dem Parameter die Bedeutung der M-Funktionen M3/M4/M5/M19 umgeschaltet werden. |
Parameter | spindle_m_fct_free |
Datentyp | BOOLEAN |
Datenbereich | 0: M3/M4/M5/M19 sind fest den Spindel-M-Funktionen zugeordnet (Default, wenn Spindeln konfiguriert sind). 1: M3/M4/M5/M19 sind frei verfügbar für andere Technologiefunktionen. Sie müssen in den Kanalparametern unter m_synch[i] definiert werden. Die M-Funktionen sind keine Spindelfunktionen mehr! |
Dimension | ---- |
Standardwert | 0 |
Anmerkungen | Bei der Kombination von spanender und schneidender Bearbeitung auf einer Maschine besteht die Möglichkeit, im NC-Programm die Bedeutung der M-Funktionen M3/M4/M5/M19 über die Variable V.SPDL.M_FCT_FREE umzuschalten [PROG]! |
Synchronisationsfestlegungen
P-CHAN-00041 | Synchronisationsarten der M-Funktionen |
Beschreibung | Im Array 'm_synch[i]' wird die Synchronisationsart der entsprechenden M-Funktion definiert. Dabei definiert der Feldindex 'i' die Nummer der M-Funktion. Der Wert gibt an, welche Synchronisationsart die M-Funktion besitzt, d.h. wann eine Überprüfung auf das Vorliegen der SPS-Quittierung erfolgt. Eine Bewegung wird nicht ausgeführt bzw. spätestens zum Satzende hin gestoppt, wenn zum Zeitpunkt der Überprüfung keine Quittierung von der SPS eingetroffen ist. Die Synchronisationsart wird als Stringkonstante oder alternativ als hexadezimaler Wert angegeben. |
Parameter | m_synch[i] mit i = 0 ... 999 (Maximale Anzahl der M-Funktionen, applikationsspezifisch) |
Datentyp | STRING |
Datenbereich | Siehe nachfolgende Tabelle. |
Dimension | ---- |
Standardwert | NOT_VALID * |
Anmerkungen | Da es sich bei den M-Funktionen um Verbrauchsinformationen handelt, müssen diese von der SPS abgeholt (gelesen) werden. Dies gilt auch für die M-Funktionen vom Typ MOS, MOS_TS, MEP_MOS und MET_MOS. Ansonsten führt dies in der CNC zu einer blockierten Schnittstelle zum HLI und in Folge zu einem unerwarteten Stopp der Bearbeitung.
*Hinweis: Bei internen M-Funktionen (M0, M1, M2, M17, M29, M30, M3, M4, M19) ist der
Achtung: Für die Synchronisationsarten mit zugehöriger zeit- oder wegbezogener Vorausgabe (MET_SVS, MET_MOS, MEP_SVS, MEP_MOS) gilt: Wird eine dieser Synchronisationsarten nachträglich in eine geändert, die keinen Vorausgabewert erfordert, so muss P-CHAN-00070 (m_pre_outp[i]) mit 0 belegt werden. Ansonsten wird bzgl. Mikrostegen ein Lizenzfehler erzeugt, falls diese Funktion nicht lizenziert oder nicht freigeschaltet ist (P-CHAN-00600 alternativ P-STUP-00060). Für die Synchronisationstypen MET_MOS und MET_SVS für die zeitliche Vorausgabe von M-Funktionen kann über P-CHAN-00209 zusätzlich das Zeitberechnungsmodell festgelegt werden. Bsp.: m_synch[12] MVS_SVS 0x00000002
Hinweis: Aus Gründen der Abwärtskompatibilität ist auch die Programmierung einer UNS32 Variablen zulässig. Bsp.:m_synch[12] 0x00000002 |
Konstante | Wert | Bedeutung |
NOT_VAILD | -1 | Keine gültige M-Funktion |
NO_SYNCH | 0x00000000 | Keine Ausgabe der M-Funktion an SPS |
MOS | 0x00000001 | Ausgabe M-Funktion an SPS ohne Synchronisation. Wird die M-Funktion in einem Bewegungssatz programmiert, so erfolgt die Ausgabe der M-Funktion vor der Bewegung. M-Funktion muss von SPS abgeholt werden! |
MVS_SVS | 0x00000002 | Ausgabe M-Funktion an SPS vor Bewegungssatz, |
MVS_SNS | 0x00000004 | Ausgabe M-Funktion an SPS vor Bewegungssatz, |
MNS_SNS | 0x00000008 | Ausgabe M-Funktion an SPS nach Bewegungssatz, |
MNE_SNS | 0x00000020 | Ausgabe M-Funktion an SPS nach Messereignis und Abbau Restweg, |
MVS_SLM | 0x00004000 | Späte Synchronisation, Ausgabe M-Funktion an SPS im Satz, Synchronisation bei Übergang zu G01/G02/G03 (Implizite Synchronisation) |
MVS_SLP | 0x00008000 | Späte Synchronisation, Ausgabe M-Funktion an SPS im Satz, Synchronisation bei NC-Befehl #EXPL SYN (Explizite Synchronisation) |
MOS_TS | 0x00040000 | Ausgabe M-Funktion an SPS vor Bewegungssatz ohne Synchronisation, |
MEP_MOS | 0x00100000 | Vorausgabe M-Funktion bei angegebenem Weg, ohne Synchronisation. |
MET_MOS | 0x00200000 | Vorausgabe M-Funktion bei angegebener Zeit, ohne Synchronisation. |
BWD_SYNCH | 0x00400000 | Synchronisation M-Funktion während Rückwärtsfahrt mit MVS_SVS |
FWD_SYNCH | 0x00800000 | Synchronisation M-Funktion während 'Simulierter Vorwärtsfahrt' mit der entsprechenden Synchronisationsart |
MEP_SVS | 0x01000000 | Vorausgabe M-Funktion bei angegebenem Weg, Synchronisation vor nächstem Satz |
MET_SVS | 0x02000000 | Vorausgabe M-Funktion bei angegebener Zeit, Synchronisation vor nächstem Satz |
FAW_SYNCH | 0x10000000 | Decodierstopp (Flush and Wait): Ausgabe M-Funktion an SPS und Anhalten der Programmdecodierung am Satzende bis Programmvorlauf abgebaut ist. FAW_SYNCH kann additiv zu den anderen Synchronisationsarten gesetzt werden. M-Funktionen mit FAW_SYNCH dürfen nicht bei aktiver WRK, Polynomüberschleifen und HSC-Modus verwendet werden. |
P-CHAN-00027 | Synchronisationsart der H-Funktionen |
Beschreibung | Im Array 'h_synch[i]' wird die Synchronisationsart der entsprechenden H-Funktion definiert. Dabei definiert der Feldindex 'i' die Nummer der H-Funktion. Der Wert gibt an, welche Synchronisationsart die H-Funktion besitzt, d.h. wann die Überprüfung auf das Vorliegen der SPS-Quittierung erfolgt. Eine Bewegung wird nicht ausgeführt bzw. spätestens zum Satzende hin gestoppt, wenn zum Zeitpunkt der Überprüfung keine Quittierung von der SPS eingetroffen ist. Die Synchronisationsart wird als Stringkonstante oder alternativ als hexadezimaler Wert angegeben. |
Parameter | h_synch[i] mit i = 0 ... 999 (Maximale Anzahl der H-Funktionen, applikationsspezifisch) |
Datentyp | STRING |
Datenbereich | Siehe nachfolgende Tabelle |
Dimension | ---- |
Standardwert | NOT_VALID |
Anmerkungen | Da es sich bei den H-Funktionen um Verbrauchsinformationen handelt, müssen diese von der SPS abgeholt (gelesen) werden. Dies gilt auch für die H-Funktionen vom Typ MOS, MEP_MOS und MET_MOS. Ansonsten führt dies in der CNC zu einer blockierten Schnittstelle zum HLI und in Folge zu einem unerwarteten Stopp der Bearbeitung.
Achtung: Für die Synchronisationsarten mit zugehöriger zeit- oder wegbezogener Vorausgabe (MET_SVS, MET_MOS, MEP_SVS, MEP_MOS) gilt: Wird eine dieser Synchronisationsarten nachträglich in eine geändert, die keinen Vorausgabewert erfordert, so muss P-CHAN-00107 (h_pre_outp[i]) mit 0 belegt werden. Ansonsten wird bzgl. Mikrostegen ein Lizenzfehler erzeugt, falls diese Funktion nicht lizenziert oder nicht freigeschaltet ist (siehe P-CHAN-00600 alternativ P-STUP-00060).
Bsp. h_synch[12] MVS_SVS 0x00000002
Hinweis: Aus Gründen der Abwärtskompatibilität ist auch die Programmierung einer UNS32 Variablen zulässig. Bsp.:h_synch[12] 0x00000002 |
P-CHAN-00045 | Synchronisationsart für M03 |
Beschreibung | Bei Verwendung der Funktion M03 muss die Synchronisationsart für die verwendeten Spindeln festgelegt werden. Die Synchronisationsart wird als Stringkonstante oder alternativ als hexadezimaler Wert angegeben. |
Parameter | spindel[i].m3_synch |
Datentyp | STRING |
Datenbereich | |
Dimension | ---- |
Standardwert | NO_SYNCH |
Anmerkungen | Parametrierbeispiel: Für eine (lagegeregelte) Spindel 'S1' wird die spindelspezifische M-Funktion M03 mit der Synchronisationsart MVS_SVS belegt. Zusätzlich wird auch die SPS informiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 spindel[0].s_synch MOS 0x00000001 spindel[0].m3_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m4_synch PLC_INFO | MVS_SNS 0x00020004 spindel[0].m5_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m19_synch MNS_SNS 0x00000008 Hinweis: Aus Gründen der Abwärtskompatibilität ist auch die Programmierung einer UNS32 Variablen zulässig. Bsp.: spindel[0].m3_synch 0x00020002 |
P-CHAN-00047 | Synchronisationsart für M04 |
Beschreibung | Bei Verwendung der Funktion M04 muss die Synchronisationsart für die verwendeten Spindeln festgelegt werden. Die Synchronisationsart wird als Stringkonstante oder alternativ als hexadezimaler Wert angegeben. |
Parameter | spindel[i].m4_synch |
Datentyp | STRING |
Datenbereich | |
Dimension | ---- |
Standardwert | NO_SYNCH |
Anmerkungen | Parametrierbeispiel: Für eine (lagegeregelte) Spindel 'S1' wird die spindelspezifische M-Funktion M04 mit der Synchronisationsart MVS_SNS belegt. Zusätzlich wird auch die SPS informiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 spindel[0].s_synch MOS 0x00000001 spindel[0].m3_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m4_synch PLC_INFO | MVS_SNS 0x00020004 spindel[0].m5_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m19_synch MNS_SNS 0x00000008 Hinweis: Aus Gründen der Abwärtskompatibilität ist auch die Programmierung einer UNS32 Variablen zulässig. Bsp.: spindel[0].m4_synch 0x00020004 |
P-CHAN-00049 | Synchronisationsart für M05 |
Beschreibung | Bei Verwendung der Funktion M05 muss die Synchronisationsart für die verwendeten Spindeln festgelegt werden. Die Synchronisationsart wird als Stringkonstante oder alternativ als hexadezimaler Wert angegeben. |
Parameter | spindel[i].m5_synch |
Datentyp | STRING |
Datenbereich | |
Dimension | ---- |
Standardwert | NO_SYNCH |
Anmerkungen | Parametrierbeispiel: Für eine (lagegeregelte) Spindel 'S1' wird die spindelspezifische M-Funktion M05 mit der Synchronisationsart MVS_SVS belegt. Zusätzlich wird auch die SPS informiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 spindel[0].s_synch MOS 0x00000001 spindel[0].m3_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m4_synch PLC_INFO | MVS_SNS 0x00020004 spindel[0].m5_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m19_synch MNS_SNS 0x00000008 Hinweis: Aus Gründen der Abwärtskompatibilität ist auch die Programmierung einer UNS32 Variablen zulässig. Bsp.: spindel[0].m5_synch 0x00020002 |
P-CHAN-00043 | Synchronisationsart für M19 |
Beschreibung | Bei Verwendung der Funktion M19 muss die Synchronisationsart für die verwendeten Spindeln festgelegt werden. Die Synchronisationsart wird als Stringkonstante oder alternativ als hexadezimaler Wert angegeben. |
Parameter | spindel[i].m19_synch |
Datentyp | STRING |
Datenbereich | |
Dimension | ---- |
Standardwert | NO_SYNCH |
Anmerkungen | Parametrierbeispiel: Für eine (lagegeregelte) Spindel 'S1' wird die spindelspezifische M-Funktion M19 mit der Synchronisationsart MNS_SNS belegt. Zusätzlich wird auch die SPS informiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 spindel[0].s_synch MOS 0x00000001 spindel[0].m3_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m4_synch PLC_INFO | MVS_SNS 0x00020004 spindel[0].m5_synch PLC_INFO | MVS_SVS 0x00020002 spindel[0].m19_synch MNS_SNS 0x00000008 Hinweis: Aus Gründen der Abwärtskompatibilität ist auch die Programmierung einer UNS32 Variablen zulässig. Bsp.: spindel[0].m19_synch 0x00000008 |
P-CHAN-00070 | Weg- oder zeitbezogene Vorausgabe von M-Funktionen |
Beschreibung | Dieser Parameter wird verwendet in Verbindung mit M-Funktionen
Der Feldindex 'i' definiert die Nummer der zugehörigen M-Funktion. Der Wert von m_pre_outp[i] legt den weg- bzw. zeitbezogenen Ausgabepunkt vor der tatsächlichen Bearbeitung der M-Funktion auf der Bahn fest. |
Parameter | m_pre_outp[i] mit i = 0 ... 999 (Maximale Anzahl der M-Funktionen, applikationsspezifisch) |
Datentyp | UNS32 |
Datenbereich | 0 ... MAX(UNS32) |
Dimension | 0.1 µm oder µs |
Standardwert | 0 |
Anmerkungen | Der Vorausgabewert kann auch im NC-Programm gesetzt werden [PROG//Kapitel V.G.-Variablen]. Achtung: Wird die Synchronisationsart einer M-Funktion nachträglich in eine geändert, die keinen Vorausgabewert erfordert, so muss m_pre_outp[i] mit 0 belegt werden. Ansonsten wird bzgl. Mikrostegen ein Lizenzfehler erzeugt, falls diese Funktion nicht lizenziert oder nicht freigeschaltet ist (siehe P-CHAN-00600 alternativ P-STUP-00060). Parametrierbeispiel: Die anwenderspezifischen M-Funktionen M96, M98 sollen 10 Millimeter vor Erreichen der Synchronisationsposition in der Satzsequenz an die SPS ausgegeben werden. Die anwenderspezifischen M-Funktionen M97, M99 sollen 40 Millisekunden vor Erreichen des Synchronisationszeitpunktes in der Satzsequenz an die SPS ausgegeben werden.
# Festlegung der M-Funktionen und Synchronisationsarten # ============================================ m_synch[96] 0x01000000 MEP_SVS m_synch[97] 0x02000000 MET_SVS m_synch[98] 0x00100000 MEP_MOS m_synch[99] 0x00200000 MET_MOS # # Einstellung von Vorausgabeweg, Vorausgabezeit #======================================= m_pre_outp[96] 100000 in 0.1µm m_pre_outp[97] 40000 in µs m_pre_outp[98] 100000 in 0.1µm m_pre_outp[99] 40000 in µs |
P-CHAN-00107 | Weg- oder zeitbezogene Vorausgabe von H-Funktionen |
Beschreibung | Dieser Parameter wird verwendet in Verbindung mit H-Funktionen
Der Feldindex 'i' definiert die Nummer der zugehörigen H-Funktion. Der Wert von h_pre_outp[i] legt den weg- bzw. zeitbezogenen Ausgabepunkt vor der tatsächlichen Bearbeitung der H-Funktion auf der Bahn fest. |
Parameter | h_pre_outp[i] mit i = 0 ... 999 (Maximale Anzahl der H-Funktionen, applikationsspezifisch) |
Datentyp | UNS32 |
Datenbereich | 0 ... MAX(UNS32) |
Dimension | 0.1µm oder µs |
Standardwert | 0 |
Anmerkungen | Der Vorausgabewert kann auch im NC-Programm gesetzt werden [PROG//Kapitel V.G.-Variablen]. Achtung: Wird die Synchronisationsart einer H-Funktion nachträglich in eine geändert, die keinen Vorausgabewert erfordert, so muss h_pre_outp[i] mit 0 belegt werden. Ansonsten wird bzgl. Mikrostegen ein Lizenzfehler erzeugt, falls diese Funktion nicht lizenziert oder nicht freigeschaltet ist (siehe P-STUP-00060). Parametrierbeispiel: Die anwenderspezifischen H-Funktionen H96, H98 sollen 10 Millimeter vor Erreichen der Synchronisationsposition in der Satzsequenz an die PLC ausgegeben werden. Die anwenderspezifischen H-Funktionen H97, H99 sollen 40 Millisekunden vor Erreichen des Synchronisationszeitpunktes in der Satzsequenz an die PLC ausgegeben werden.
# Festlegung der H-Funktionen und Synchronisationsarten # ============================================ h_synch[96] 0x01000000 MEP_SVS h_synch[97] 0x02000000 MET_SVS h_synch[98] 0x00100000 MEP_MOS h_synch[99] 0x00200000 MET_MOS # # Einstellung von Vorausgabeweg, Vorausgabezeit #======================================= h_pre_outp[96] 100000 in 0.1µm h_pre_outp[97] 40000 in µs h_pre_outp[98] 100000 in 0.1µm h_pre_outp[99] 40000 in µs |
P-CHAN-00209 | Berechnungsmodell für M/H-Vorausgabezeit |
Beschreibung | Für die M/H-Synchronisationstypen MET_SVS und MET_MOS kann über diesen Parameter die Zeitberechnungsfunktion für die Vorausgabezeit gesteuert werden. Ist der Parameter auf den Wert 0 gesetzt, so wird die Vorausgabezeit unabhängig vom tatsächlich aktiven Slope-Profil mit einem linearen Profilmodell berechnet. Bei aktivem nichtlinearem Slope-Profil ist dann die Profilzeit nur abgeschätzt. Ist der Parameter auf den Wert 1 gesetzt, so wird die Vorausgabezeit abhängig vom aktiven Slope-Profil berechnet. Durch die Berücksichtigung der Rampenzeit beim nichtlinearen Profil werden sehr präzise Zeitwerte erreicht. |
Parameter | m_h_pre_outp_time_calc_mode |
Datentyp | BOOLEAN |
Datenbereich | 0: Zeitberechnungsmodell basierend auf linearem Slope-Profil (Standard). 1: Zeitberechnungsmodell basierend auf aktivem Slope-Profil. |
Dimension | ---- |
Standardwert | 0 |
Anmerkungen | Der Slopetyp HSC wird nicht unterstützt. |
P-CHAN-00212 | Restweg/-zeitberechnung bei M/H-Vorausgabe aktivieren |
Beschreibung | Für die M/H-Synchronisationstypen MEP_SVS und MET_SVS kann über diesen Parameter die Berechnung und Bereitstellung von Restweg-/zeit aktiviert werden. Ist der Parameter auf den Wert 1 gesetzt, so wird nach Ausgabe aller M-Funktionen vom Typ MEP_SVS und MET_SVS, bezogen auf den Synchronisationspunkt, der Restweg und die Restzeit berechnet. Auf die Werte kann mittels CNC Objekten* zugegriffen werden. In diesem Fall wartet die Look-Ahead Funktion das Überfahren des aktuell aktiven Synchronisationspunktes ab, bevor zum nächsten Synchronisationspunkt gewechselt wird. |
Parameter | m_h_pre_outp_calc_value_to_go |
Datentyp | BOOLEAN |
Datenbereich | 0: Keine Restweg-/zeitberechnung. Sobald alle M-Funktionen eines Synchronisationspunktes ausgegeben wurden, wird zum nächsten Synchronisationspunkt gewechselt (Default). 1: M-Code Look Ahead mit Restweg-/zeitberechnung. Erst nach Überfahren des Synchronisationspunktes wird zum nächsten Synchronisationspunkt gewechselt. |
Dimension | ---- |
Standardwert | 0 |
Anmerkungen | * Zugriffe auf CNC Objekte: Weg bis Synchronisationspunkt: [0.1µm] Index Group: 0x21301 Offset: 0x27 Zeit bis Synchronisationspunkt: [1µs] Index Group: 0x21301 Offset: 0x28 |
P-CHAN-00274 | Satzanzahl bei M/H-Vorausgabe erhöhen |
Beschreibung | Für die M/H-Synchronisationstypen MEP_SVS und MET_SVS kann über diesen Parameter die Anzahl der Sätze für die Vorausschau vergrößert werden. Im Standardfall ist die Satzanzahl 50. Eine Erhöhung der Satzanzahl führt zu erhöhter Laufzeit im Echtzeitteil der CNC. |
Parameter | m_h_pre_outp_nbr_block |
Datentyp | UNS32 |
Datenbereich | 50 ≤ P-CHAN.00274 ≤ 200 |
Dimension | ---- |
Standardwert | 50 |
Anmerkungen | Konfigurationsbeispiel:
m_h_pre_outp_nbr_block 100 #100 blocks M Code Look Ahead # P-CHAN-00653 - Größe Look-Ahead-Puffer configuration.interpolator.parameter 100 # P-CHAN-00655 – Aktivieren kundenspezifischer configuration.interpolator.fct_enable[0] FCT_LOOK_AHEAD_CUSTOM
configuration.channel[0].interpolator.parameter 100 |
P-CHAN-00033 | Standardeinstellung für die 'Späte Synchronisation am Programmende' bei Programmstart |
Beschreibung | Dieser Parameter wird in Verbindung mit den Synchronisationsarten MVS_SLM und MVS_SLP verwendet (Late Sync). Er bestimmt die Reaktion auf am Programmende noch offene Late Sync M-Funktionen. Dies kann auftreten wenn im NC-Programm kein G01 Satz bis Programmende folgte (bei MVS_SLM) oder die explizite Synchronisation nicht programmiert wurde (bei MVS_SLP). |
Parameter | prog_start.late_sync_ready |
Datentyp | BOOLEAN |
Datenbereich | 0: Die offenen Late Sync M-Funktionen am Programmende sind beim nächsten Programmstart weiterhin aktiv. Dies bedeutet, das eine oder mehrere offene Late Sync M-Funktionen des ersten NC-Programmes erst durch ein Late Sync Event (G01 Satz oder #EXPL SYN) des zweiten NC-Programmes getriggert werden. 1: Am Programmende wird gewartet, bis alle offenen Late-Sync-M-Funktionen von der PLC quittiert sind. |
Dimension | ---- |
Standardwert | 0 |
Anmerkungen | Parametrierbeispiel: Am Programmende wird gewartet, bis alle offenen Late-Sync-M-Funktionen von der PLC quittiert sind. prog_start.late_sync_ready 1 |
Fertigungszeitberechnung
P-CHAN-00040 | Timeout- bzw. Prozesszeiten von M-Funktionen für die Fertigungszeitberechnung |
Beschreibung | Im Array 'm_prozess_zeit[i]' werden die Timeout-Zeiten der M-Funktionen angegeben. Der Feldindex 'i' gibt dabei die Nummer der M-Funktion an. Bei aktivierter Fertigungszeitberechnung werden in diesem Array die Prozesszeiten der M‑Funktionen angegeben. |
Parameter | m_prozess_zeit[i] mit i = 0 ... 999 (Maximale Anzahl der M-Funktionen , |
Datentyp | UNS32 |
Datenbereich | 0 ≤ m_prozess_zeit ≤ MAX(UNS32) |
Dimension | µs |
Standardwert | 0 |
Anmerkungen | Das Element wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Die Timeout- bzw. Prozesszeit der M‑Funktion 'M15' wird mit 0,5s angegeben. m_prozess_zeit[15] 500000 |
P-CHAN-00026 | Timeout- bzw. Prozesszeiten von H-Funktionen für die Fertigungszeitberechnung |
Beschreibung | Im Array 'h_prozess_zeit[i]' werden die Timeout-Zeiten der H-Funktionen angegeben. Der Feldindex 'i' gibt dabei die Nummer der H-Funktion an. Bei aktivierter Fertigungszeitberechnung werden in diesem Array die Prozesszeiten der H‑Funktionen angegeben. |
Parameter | h_prozess_zeit[i] mit i = 0 ... 999 (Maximale Anzahl der H-Funktionen, applikationsspezifisch) |
Datentyp | UNS32 |
Datenbereich | 0 < P-CHAN-00026 < MAX(UNS32) |
Dimension | [µs] |
Standardwert | 0 |
Anmerkungen | Das Element wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Im nachfolgenden Beispiel wird die Timeout- bzw. Prozesszeit der H‑Funktion 'H1' mit 20ms angegeben. h_prozess_zeit[15] 20000 |
P-CHAN-00080 | Timeout- bzw. Prozesszeit der Spindel-S-Funktion für die Fertigungszeitberechnung |
Beschreibung | Mit dem Parameter wird die Timeout- bzw. bei aktivierter Fertigungszeitberechnung die Prozesszeit einer Spindel-S-Funktion angegeben. |
Parameter | spindel[i].s_prozess_zeit |
Datentyp | UNS32 |
Datenbereich | 0 < s_prozess_zeit < MAX(UNS32) |
Dimension | µs |
Standardwert | 0 |
Anmerkungen | Der Parameter wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Für eine Spindel 'S1' wird die Prozesszeit der Spindel-Funktion mit 1s definiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 : spindel[0].s_prozess_zeit 1000000 spindel[0].m3_prozess_zeit 1000000 spindel[0].m4_prozess_zeit 1000000 spindel[0].m5_prozess_zeit 1500000 spindel[0].m19_prozess_zeit 2000000 |
P-CHAN-00044 | Timeout- bzw. Prozesszeit von M03 für die Fertigungszeitberechnung |
Beschreibung | Mit dem Parameter wird die Timeout- bzw. bei aktivierter Fertigungszeitberechnung die Prozesszeit der M-Funktion M03 angegeben. |
Parameter | spindel[i].m3_prozess_zeit |
Datentyp | UNS32 |
Datenbereich | 0 < m3_prozess_zeit < MAX(UNS32) |
Dimension | µs |
Standardwert | 0 |
Anmerkungen | Der Parameter wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Für eine Spindel 'S1' wird die Prozesszeit von M03 mit 1s definiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 : spindel[0].s_prozess_zeit 1000000 spindel[0].m3_prozess_zeit 1000000 spindel[0].m4_prozess_zeit 1000000 spindel[0].m5_prozess_zeit 1500000 spindel[0].m19_prozess_zeit 2000000 |
P-CHAN-00046 | Timeout- bzw. Prozesszeit von M04 für die Fertigungszeitberechnung |
Beschreibung | Mit dem Parameter wird die Timeout- bzw. bei aktivierter Fertigungszeitberechnung die Prozesszeit der M-Funktion M04 angegeben. |
Parameter | spindel[i].m4_prozess_zeit |
Datentyp | UNS32 |
Datenbereich | 0 < m4_prozess_zeit < MAX(UNS32) |
Dimension | µs |
Standardwert | 0 |
Anmerkungen | Der Parameter wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Für eine Spindel 'S1' wird die Prozesszeit von M04 mit 1s definiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 : spindel[0].s_prozess_zeit 1000000 spindel[0].m3_prozess_zeit 1000000 spindel[0].m4_prozess_zeit 1000000 spindel[0].m5_prozess_zeit 1500000 spindel[0].m19_prozess_zeit 2000000 |
P-CHAN-00048 | Timeout- bzw. Prozesszeit von M05 für die Fertigungszeitberechnung |
Beschreibung | Mit dem Parameter wird die Timeout- bzw. bei aktivierter Fertigungszeitberechnung die Prozesszeit der M-Funktion M05 angegeben. |
Parameter | spindel[i].m5_prozess_zeit |
Datentyp | UNS32 |
Datenbereich | 0 < m5_prozess_zeit < MAX(UNS32) |
Dimension | µs |
Standardwert | 0 |
Anmerkungen | Der Parameter wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Für eine Spindel 'S1' wird die Prozesszeit von M05 mit 1,5s definiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 : spindel[0].s_prozess_zeit 1000000 spindel[0].m3_prozess_zeit 1000000 spindel[0].m4_prozess_zeit 1000000 spindel[0].m5_prozess_zeit 1500000 spindel[0].m19_prozess_zeit 2000000 |
P-CHAN-00042 | Timeout- bzw. Prozesszeit von M19 für die Fertigungszeitberechnung |
Beschreibung | Mit dem Parameter wird die Timeout- bzw. bei aktivierter Fertigungszeitberechnung die Prozesszeit der M-Funktion M19 angegeben. |
Parameter | spindel[i].m19_prozess_zeit |
Datentyp | UNS32 |
Datenbereich | 0 < m19_prozess_zeit < MAX(UNS32) |
Dimension | µs |
Standardwert | 0 |
Anmerkungen | Der Parameter wird aktuell nur für die Fertigungszeitberechnung verwendet. Parametrierbeispiel: Für eine Spindel 'S1' wird die Prozesszeit von M19 mit 2s definiert. spindel[0].bezeichnung S1 spindel[0].log_achs_nr 6 : spindel[0].s_prozess_zeit 1000000 spindel[0].m3_prozess_zeit 1000000 spindel[0].m4_prozess_zeit 1000000 spindel[0].m5_prozess_zeit 1500000 spindel[0].m19_prozess_zeit 2000000 |
P-CHAN-00600 | Festlegung der Funktionalitäten für die Bahnplanung |
Beschreibung | Der Parameter legt die einzelnen Funktionalitäten in der Bahnplanung fest. Hierdurch können einzelne Funktionen zum Test deaktiviert oder aus Performancegründen ausgeschaltet werden. |
Parameter | configuration.path_preparation.function |
Datentyp | STRING |
Datenbereich | |
Dimension | ---- |
Standardwert | FCT_DEFAULT |
Anmerkungen | Parameter ist ab folgenden Versionen verfügbar V2.11.2040.04 ; V2.11.2810.02 ; V3.1.3079.17 ; V3.1.3107.10 Über P-CHAN-00605 und P-CHAN-00606 besteht die Möglichkeit abhängig vom Bearbeitungsmodus Funktionen festzulegen. |