Statusinformationen eines Kanals
Zurückgelegter Satzfahrweg | |
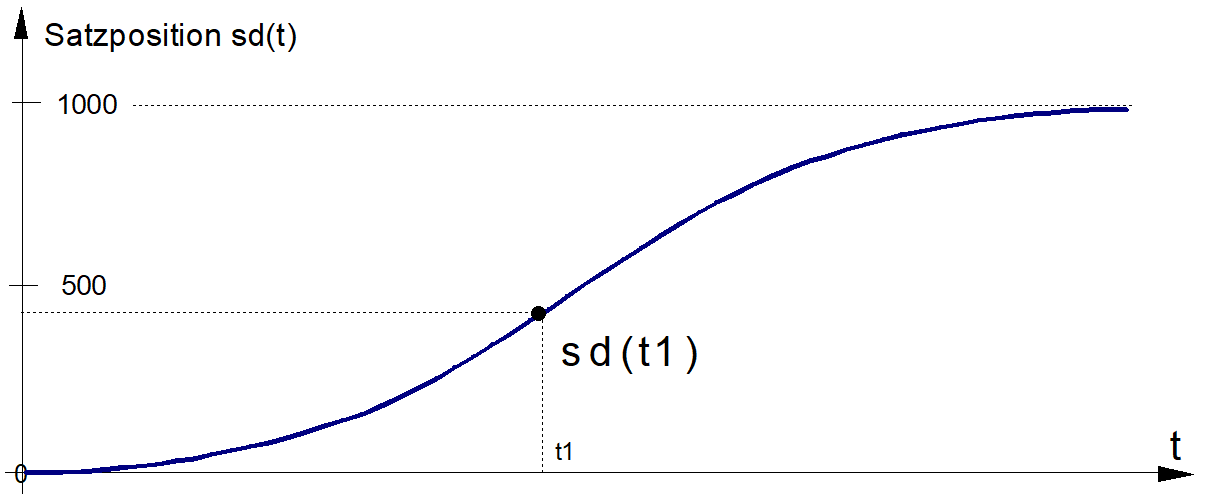
Beschreibung | Anteil des Fahrweges, der vom Gesamtfahrweg im aktuellen Satz zurückgelegt wurde. Dieses Statusdatum enthält die aktuelle Satzposition bezogen auf den Raumfahrweg im Bewegungssatz in Promille sd(t).
|
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.covered_distance_r |
Datentyp | DINT |
Einheit | 0,1 % |
Zugriff | PLC liest |
Besonderheiten | Ist eine Hauptachse an der Bewegung beteiligt, so ist dies der zurückgelegte Bahnfahrweg bezogen auf den Satzfahrweg der ersten drei Achsen. Ist keine Hauptachse an der Bewegung beteiligt, so ist dies der zurückgelegte Fahrweg der Mitschleppachse mit der längsten Verfahrzeit bezogen auf den Satzfahrweg. |
Aktuell zurückgelegter Weg im NC-Programm(PCS) | |
Beschreibung | Dient in der SPS zum Lesen des aktuell zurückgelegten Wegs ab Programmstart bzw. ab dem letzten NC-Befehl #DISTANCE PROG START CLEAR. Berechnungsgrundlage ist dabei die aktuelle Position innerhalb des aktuellen NC-Satzes. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.dist_prog_start |
Datentyp | UDINT (* LREAL) |
Einheit | 0,1 µm |
Zugriff | PLC liest |
Besonderheiten | * Ab der CNC-Version V3.1.3104.01 wird das Datum im LREAL Format bereitgestellt. |
Zeilenzähler, NC-Programm | |
Beschreibung | Das Datum zeigt an, aus welcher NC-Programmzeile der eben vom Interpolator abgearbeitete Auftrag stammt. Der Wert leitet sich aus der Anzahl der NC-Programmzeilen ab, die der Decoder seit dem Start eines NC-Programms gelesen hat. Gezählt werden alle vom Decoder eingelesenen Zeilen, also auch wiederholt eingelesene Zeilen, leere und Kommentarzeilen. Aufträge an den Interpolator, die aus der Decodierung einer NC-Programmzeile resultieren, wird der jeweilige Zählerstand zugeordnet. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_count_r |
Datentyp | UDINT |
Zugriff | PLC liest |
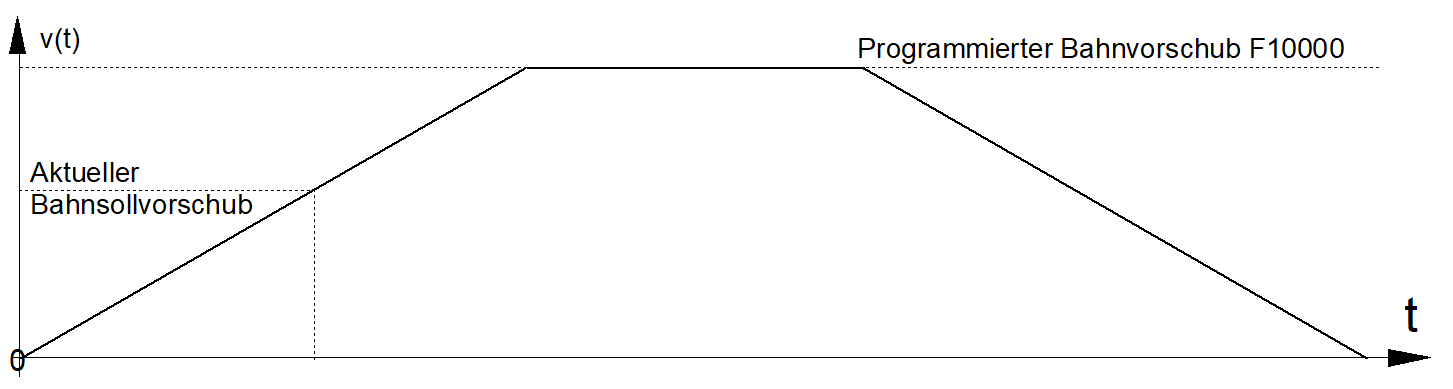
Bahnvorschub programmiert | |
Beschreibung | Bahnvorschub der im NC-Programm über das F-Wort programmiert wurde. z.B. mit F10000
|
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.command_feed_r |
Datentyp | DINT |
Einheit | 1 µm/s |
Zugriff | PLC liest |
Bahnvorschub programmiert, unter Berücksichtigung von Echtzeiteinflüssen | |
Beschreibung | Bahnvorschub der im NC-Programm über F<value> programmiert wurde, gewichtet mit den aktuellen Echtzeiteinflüssen, wie z.B. Override. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.command_feed_active_r |
Datentyp | DINT |
Einheit | 1 µm/s |
Zugriff | PLC liest |
Bahnvorschub aktuell | |
Beschreibung | Aktueller Bahnvorschub während der Interpolation. Dieser Wert wird mit Vorzeichen angezeigt, wenn die externe Bahngeschwindigkeit (Control Unit extern_command_speed_valid) aktiv ist |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.active_feed_r |
Datentyp | DINT |
Einheit | 1 µm/s |
Zugriff | PLC liest |
Bedingt durch die Architektur des NC-Kernes, in der unterschiedliche Komponenten asynchron zueinander arbeiten, können bestimmte Statusinformationen von den verschiedenen Steuerungskomponenten mehrfach bereitgestellt werden.
Beispielsweise bedeutet das Signal program_end_r in der Statusanzeige des Dekoders, dass der Dekoder die Dekodierung des Programms abgeschlossen hat, während die eigentliche Interpolation durch den Bahninterpolator eventuell noch nicht beendet ist. Das Ende der Interpolation der Bahnachsen wird durch das Signal program_end_r in den Statusdaten des Bahninterpolators angezeigt.
Programmende erreicht | |
Beschreibung | Diese Statusinformation zeigt an, dass der Interpolator das Programmende erreicht hat bzw. aktuell kein NC-Programm abgearbeitet wird. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.program_end_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Programmende erreicht, FALSE] |
Zugriff | PLC liest |
Programmende erreicht | |
Beschreibung | Decoder hat das Programmende erreicht. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.decoder_state.program_end_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Programmende erreicht, FALSE] |
Zugriff | PLC liest |
Besonderheiten | Vorsicht: Die Maschine kann sich noch weiter bewegen, da für eine Maschinenbewegung das Interpolatorsignal relevant ist. |
Programmende erreicht | |
Beschreibung | Look-Ahead-Funktion hat das Programmende erreicht |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bavo_state.program_end_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Programmende erreicht, FALSE] |
Zugriff | PLC liest |
Besonderheiten | Nur für Diagnose notwendig. |
Haltebedingung | |
Beschreibung | Gibt die Bedingung an, aufgrund derer die aktuelle Bewegung angehalten wurde. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.stop_conditions_r |
Datentyp | DINT |
Wertebereich | Siehe Wertebereich der Haltebedingung mit Erläuterungen. |
Zugriff | PLC liest |
Wertebereich der Haltebedingungen
Konstante in PLC | Wert | Erläuterung |
HLI_SC_FEEDHOLD | 0x0001 | Bahnvorschubstopp |
HLI_SC_VFG | 0x0002 | Achsspezifische Vorschubfreigabe nicht vorhanden. |
HLI_SC_SINGLE_BLOCK | 0x0004 | Einzelschrittbetrieb aktiv. |
HLI_SC_M00_OR_M01 | 0x0010 | M00 (programmierter Halt), M01 (wahlweiser Halt) ist aktiv. |
HLI_SC_PLC_ACKNOWLEDGE | 0x0020 | Stopp erfolgt, weil auf eine Quittierung aus der SPS gewartet wird. Dies kann im Zusammenhang mit der Ausgabe von M- oder H-Technologiefunktionen auftreten, ist aber nicht ausschließlich darauf beschränkt. |
HLI_SC_OVERRIDE_ZERO | 0x0040 | Override = 0. |
HLI_SC_OVERRIDE_RAPID_ZERO | 0x0080 | Override = 0 bei Eilgangsätzen |
HLI_SC_DELAY_TIME | 0x0200 | Verweilzeit. |
HLI_SC_CHANNEL_SYNC | 0x0800 | Kanalsynchronisation ist aktiv. |
HLI_SC_IPO_INPUT_EMPTY | 0x1000 | Eingangs-FIFO des Interpolators ist leer. |
HLI_SC_IPO_INPUT_DISABLED | 0x2000 | Einlesen von Funktionssätzen (z. B. Bewegungssätze, etc.) gesperrt. |
HLI_SC_WAIT_FOR_AXES | 0x8000 | Stopp erfolgt, weil darauf gewartet wird, dass ein beauftragter Achstausch abgeschlossen wird. |
HLI_SC_CHANNEL_ERROR | 0x00010000 | Im Kanal ist ein Fehler aufgetreten. |
HLI_SC_WAIT_TECHNO_ACK | 0x00020000 | Warten auf die Quittierung von M/H/S/T-Technologiefunktionen. |
HLI_SC_W_C_AFTER_COLLISION | 0x00040000 | Nach einer detektierten Kollision wird auf das Fortsetzen der Bewegung gewartet. |
HLI_SC_SLOPE_SUPPLY_PROBLEM | 0x00080000 | Satzversorgungsproblem (tritt nur im Zusammenhang mit HSC-Slope auf). |
HLI_SC_BACK_INTERPOLATION | 0x00100000 | Rückinterpolation nach Nachführbetrieb ist aktiv. |
HLI_SC_STOP_REVERSIBLE | 0x00200000 | Stopp, weil M00 (programmierter Halt) aktiv ist. Allerdings ist es möglich das NC-Programm trotz M00 rückwärts abzuarbeiten (ab V3.1.3039.01 verfügbar). |
HLI_SC_BREAKPOINT_STOP | 0x00400000 | Stopp nach Erreichen der Unterbrechungsstelle (Haltepunkt); ab V3.1.3039.01 verfügbar. |
HLI_SC_M0_STOP | 0x02000000 | Stopp nach Erreichen einer M00-Funktion |
HLI_SC_M1_STOP | 0x04000000 | Stopp nach Erreichen einer M01-Funktion |
HLI_SC_INSERT_STOP_AT_DIST | 0x08000000 | Stopp nach Erreichen einer durch die Control Unit „Einfügen von Stoppmarken“ eingefügten M-Funktion. |
HLI_SC_DEC_SYN_CHAN_EMPTY | 0x10000000 | Dekoder wartet auf Synchronisation. NC-Kanal hat keine Aufträge. |
Fehler aufgetreten - Behebung erwartet | |
Beschreibung | Es ist ein interner Fehler aufgetreten. Der Interpolator wartet auf die Behebung dieses Fehlers. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.wait_error_removal_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Fehler aufgetreten - Interpolator wartet, FALSE] |
Zugriff | PLC liest |
Fehler aufgetreten– warten auf externe Vorgabe | |
Beschreibung | Der Decoder wartet im Modus Syntaxcheck nach einem Fehler auf weitere externe Vorgabe (Fortfahren, Abbrechen) |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.decoder_state.wait_after_error_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Fehler aufgetreten – Decoder wartet, FALSE] |
Zugriff | PLC liest |
Interpolator aktiv | |
Beschreibung | Maschine soll/wird bewegt. Befindet sich ein Teileprogramm mit Verfahrbewegungen in der Bearbeitung, so wird dieser Status gesetzt. Beispiel: N10 G01 F1000 X0 Y0 N20 G01 F1000 Y10 Y20 (Satz wird interpoliert) |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.interpolation_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Maschine soll/wird bewegt, FALSE] |
Zugriff | PLC liest |
Technologiefunktion Quittierung | |
Beschreibung | Der Interpolator wartet auf die Quittierung einer Technologiefunktion durch die PLC |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.wait_techno_acknowledge_r |
Datentyp | BOOL |
Wertebereich | [TRUE = wartet auf Quittierung der Technologiefunktion, FALSE] |
Zugriff | PLC liest |
Freigabe Fortsetzung der Bewegung | |
Beschreibung | Der Interpolator wartet auf eine Freigabe zur Fortführung der Bewegung nach einem Stopp bei Einzelschrittbetrieb. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.wait_continue_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Interpolator wartet auf Fortsetzung der Bewegung, FALSE] |
Zugriff | PLC liest |
Verweilzeit aktiv | |
Beschreibung | Der Interpolator wartet auf Grund einer programmierten Verweilzeit (G04). Befindet sich ein Teileprogramm mit einer Verweilzeit in Bearbeitung, so wird dieser Status gesetzt. Beispiel: N10 G01 X10 F1000 N20 #TIME 10 ( Verweilzeit 10 Sekunden) |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.dwell_time_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Interpolator wartet, FALSE] |
Zugriff | PLC liest |
Erkennung von Verletzung im Arbeitsraumüberwachung | |
Beschreibung | Über dieses Datum kann eine erkannte Verletzung der Arbeitsraumüberwachung [FCT-C14] gelesen werden. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.area_mon_violation_detected_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Fehler in Arbeitsraumüberwachung erkannt, FALSE] |
Zugriff | PLC liest |
Achsgruppe in Position | |
Beschreibung | Alle Achsen der Achsgruppe haben ihre programmierten Endpositionen erreicht |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.axes_in_position_r |
Datentyp | BOOL |
Wertebereich | [TRUE, FALSE] |
Zugriff | PLC liest |
Warten auf Achsgruppe in Position | |
Beschreibung | Der Interpolator wartet bei Einzelsatzbetrieb, bei einem programmierten Halt (M00), einem wahlweisen Halt (M01) oder bei gesetztem Genauhalt (G60/ G360), dass alle Achsen in Position sind. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.wait_axes_in_position_r |
Datentyp | BOOL |
Wertebereich | [TRUE, FALSE] |
Zugriff | PLC liest |
Warten auf angeforderte Achse | |
Beschreibung | Die Bahnvorbereitung wartet nach einer programmierten Achsanforderung (siehe [PROG//#CALL AX]), dass sie die Achse erhält. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bavo_state.wait_for_axis_r |
Datentyp | BOOL |
Wertebereich | [TRUE = warten auf angeforderte Achse, FALSE] |
Zugriff | PLC liest |
Satzvorlauf aktiv | |
Beschreibung | Der Interpolator arbeitet im Satzvorlauf-Modus. Es findet keine Achsbewegung statt. Der Wert zeigt TRUE solange sich der Satzvorlauf im Interpolatorkontext in den Zuständen HLI_BS_ACTIVE oder HLI_BS_WAIT_FOR_PLC_OFF befindet. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_search_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = aktiv - Interpolator arbeitet im Satzvorlaufmodus, FALSE] |
Zugriff | PLC liest |
Satzvorlauf aktiv | |
Beschreibung | Die Bahnvorbereitung arbeitet im Satzvorlauf-Modus |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bavo_state.block_search_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = aktiv - Bahnvorbereitung arbeitet im Satzvorlaufmodus, FALSE] |
Zugriff | PLC liest |
Satzvorlauf aktiv | |
Beschreibung | Der Decoder arbeitet im Satzvorlauf-Modus |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.decoder_state.block_search_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = aktiv - Decoder arbeitet im Satzvorlaufmodus, FALSE] |
Zugriff | PLC liest |
Satzvorlauf, Abstand zur Fortsetzposition | |
Beschreibung | Wird ein NC-Programm im Satzvorlauf gestartet, erfolgt die Abarbeitung des NC-Programms simulativ (ohne Bewegung der Achsen) bis zur vorgegebenen Fortsetzposition. Der Satzvorlauf befindet sich an dieser Stelle dann im Zustand HLI_BS_WAIT_FOR_PLC_OFF und berechnet den Abstand der Istpositionen der Achse von der Fortsetzposition. Ist der Satzvorlauf im Zustand HLI_BS_RETURNING_TO_CONTOUR, wird dieser Wert zyklisch aktualisiert. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_search_path_deviation_r |
Datentyp | UDINT |
Einheit | 0,1 µm |
Wertebereich | [0, MAX_SGN32] |
Zugriff | PLC liest |
Satzvorlauf, Zustand | ||
Beschreibung | Zeigt den aktuellen Zustand des Satzvorlauf-Modus im Interpolator an. | |
Signalfluss | CNC → PLC | |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_search_state_r | |
Datentyp | INT | |
Wertebereich | Konstante | Wert |
HLI_BS_INACTIVE | 0 | |
HLI_BS_WAIT_FOR_PLC_ON | 1 | |
HLI_BS_ACTIVE | 2 | |
HLI_BS_WAIT_FOR_PLC_OFF | 3 | |
HLI_BS_WAIT_RETURN_TO_CONTOUR | 4 | |
HLI_BS_RETURNING_TO_CONTOUR | 5 | |
HLI_BS_WAIT_FOR_CONTINUE_CONTOUR | 6
| |
Zugriff | PLC liest | |
Eilganggeschwindigkeit , Achsen im Kanal bewegen sich | |
Beschreibung | Ist der Wert TRUE heißt dies, dass sich Bahnachsen auf der programmierten Bahn bewegen und als Verfahrgeschwindigkeit die Eilganggeschwindigkeit vorgegeben wurde. TRUE wird nur dann angezeigt, wenn sich mindestens eine Achse tatsächlich bewegt. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.rapid_mode_r |
Datentyp | BOOL |
Wertebereich | [TRUE = mindestens eine Bahnachse bewegt sich und Eilganggeschwindigkeit ist vorgegeben, FALSE] |
Zugriff | PLC liest |
Kollision detektiert, warten auf Fortsetzen der Bewegung | |
Beschreibung | Zeigt an, dass nach einer detektierten Kollision ein Auftrag erwartet wird, der das Fortsetzen der Bewegung kommandiert. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.wait_continue_after_collision_r |
Datentyp | BOOL |
Wertebereich | [TRUE = warten auf Fortsetzen der Bewegung nach einer detektierten Kollision, FALSE] |
Zugriff | PLC liest |
Satznummer, aktuelle Bahnbewegung | |
Beschreibung | Wird im aktiven NC-Programm die N-Funktion [PROG//N-Funktion] verwendet, um NC-Satznummern zu programmieren, wird die NC-Satznummer des aktuell im Interpolator verarbeiteten NC-Satzes in diesem Datum angezeigt. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_nr_r |
Datentyp | UDINT |
Wertebereich | [0, MAX_UNS32] |
Zugriff | PLC liest |
NC-Programm, Dateiname | |
Beschreibung | Dies ist der Name der Datei, die das aktive NC-Programm enthält. Handelt es sich beim aktiven NC-Programm um ein globales Unterprogramm wird der Name der Datei angezeigt, in der das globale Unterprogramm gespeichert ist. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.file_name_r.zeichen |
Datentyp | STRING(HLI_NAME_SIZE) |
Zugriff | PLC liest |
NC-Programm, Dateioffset | |
Beschreibung | Für den aktuell im Interpolator behandelten Auftrag wird angezeigt, an welchem Offset die zugehörige NC-Programmzeile in der NC-Programmdatei beginnt. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.active_fileoffset_r |
Datentyp | DINT |
Einheit | Byte |
Wertebereich | [0, MAX_SGN32] |
Zugriff | PLC liest |
NC-Satz, eingefügt | |
Beschreibung | Zeigt an, ob während der Interpolation ein zusätzlicher NC-Satz durch die Steuerung eingefügt wurde. Zusätzliche NC-Sätze können durch Funktionen wie das Polynomüberschleifen oder die Werkzeugradiuskorrektur entstehen. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_inserted_r |
Datentyp | BOOL |
Wertebereich | [TRUE = es wurde durch die Steuerung ein NC-Satz eingefügt, FALSE] |
Zugriff | PLC liest |
Handbetrieb aktiv, ohne parallele Interpolation | |
Beschreibung | Zeigt an, ob der exklusive Handbetrieb aktiv ist. Parallel dazu findet keine Interpolation statt. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.g200_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Handbetrieb ohne parallele Interpolation ist aktiv, FALSE] |
Zugriff | PLC liest |
Handbetrieb aktiv, mit paralleler Interpolation | |
Beschreibung | Zeigt an, ob der überlagerte Handbetrieb aktiv ist. Das bedeutet, dass sich die Sollwerte für die zu bewegenden Achsen durch die Überlagerung der Vorgaben der Bahninterpolation und der Handbetriebsschnittstelle der jeweiligen Achse gebildet werden. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.g201_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Handbetrieb mit paralleler Interpolation ist aktiv, FALSE] |
Zugriff | PLC liest |
Messvorgang, aktiv | |
Beschreibung | Zeigt, dass über G100 oder G108 ein Messvorgang beauftragt wurde. Die steigende Flanke des Datums zeigt an, dass der Messvorgang gestartet wurde. Anschließend bleibt dieser Wert TRUE, bis für alle an der Messfahrt beteiligten Achsen, für die das Messen aktiviert wurde, ein Messereignis ausgelöst wurde. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.measure_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Ein Messvorgang ist beauftragt und es liegen noch nicht für alle Messachsen Messergebnisse vor., |
Zugriff | PLC liest |
Strecke, Vorausschau: | |
Beschreibung | Zeigt die Strecke an, bis zu der die Bewegung bereits vorausschauend im Interpolator berechnet wurde. Die Strecke wird dabei auf den Programmstart bezogen oder auf die Position an dem der letzte NC-Befehl #DISTANCE PROG START CLEAR ausgeführt wurde. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.dist_contour_lah_high gpCh[channel_idx]^.bahn_state. dist_contour_lah _low |
Datentyp | UDINT |
Einheit | 0,1 µm |
Zugriff | PLC liest |
Besonderheiten | NC intern handelt es sich um eine ganzzahlige Zahl, die 8 Byte im Speicher belegt. Am HLI wird die Zahl in Form von zwei 4 Byte großen Werten zur Verfügung gestellt. Der Wert in dist_contour_lah_low stellt dabei die 4 niederwertigen Bytes 0 … 3 und der Wert in dist_contour_lah_high die 4 höherwertigen Bytes 4 ... 7 des im NC-Kern vorliegenden 8-Byte großen Werts dar. Verfügbar ab V3.1.3030.0 |
Restfahrweg verwerfen, Zustand | |
Beschreibung | Wird über die Control Unit delete_distance_to_go ein Auftrag abgesetzt, ist dieser Wert TRUE, solange der NC-Satz ausgeführt wird, der eine geradlinige Bewegung zur Zielposition des nächsten Bewegungssatzes bewirkt (short cut). Er bleibt auch TRUE, wenn ein aktiver short cut durch eine erneute Beauftragung selbst abgekürzt wird. Das Signal wird wieder zurückgesetzt, wenn der aktive NC-Satz nicht mehr im Zusammenhang mit der Beauftragung der Control Unit delete_distance_to_go steht. Siehe Funktionsbeschreibung [FCT-C28] . |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.delete_distance_to_go_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = geradlinige Bewegung zur Zielposition des nächsten Bewegungssatzes wird ausgeführt (short cut), FALSE] |
Zugriff | PLC liest |
Hochauflösender Geschwindigkeitssollwert, Zustand | |
Beschreibung | Der Wert zeigt an, ob die Schnittstelle für die externe Vorgabe von Geschwindigkeiten die Vorgaben hochauflösend weiter verarbeitet. Die hochauflösende Weiterverarbeitung wird durch den NC-Befehl #EDM ON aktiviert und durch den NC-Befehl #EDM OFF abgeschaltet. Eingesetzt wird dies im Bereich von Erodiersteuerungen. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.edm_active_r |
Datentyp | BOOL |
Wertebereich | [TRUE = hochauflösende Verarbeitung der Vorgabewert ist aktiv, FALSE = Verarbeitung der Vorgabewerte erfolgt nicht hochauflösend] |
Zugriff | PLC liest |
Zeitangabe bis zum nächsten Bewegungsauftrag mit G01, G02 | |
Beschreibung | Wenn für die aktuelle Bahnbewegung Eilganggeschwindigkeit vorgegeben ist, wird in diesem Datum die Zeit angezeigt, bis wieder ein Bewegungssatz aktiv wird, der G01 oder G02 enthält. Diese Zeit wird nur berechnet und angezeigt, wenn dies im Kanalparameter P-CHAN-00650 des Kanals oder alternativ im in der Hochlaufparameter P-STUP-00070 freigeschaltet wird mit der Angabe von FCT_LOOK_AHEAD_STANDARD | FCT_CALC_TIME (Siehe Aktivierung der Lift-Funktion) |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.time_to_next_feed_block_r |
Datentyp | UDINT |
Wertebereich | [0, MAX_UNS32] |
Zugriff | PLC liest |
Stopp, Wert | |
Beschreibung | Bei der Programmierung des reversierbaren Stopps kann ein zusätzlicher Anwender-Parameterwert angegeben werden: #STOP REVERSIBLE[USR_VAL = ....] Dieser Wert wird in diesem Element angezeigt, sobald an dieser Stoppstelle angehalten ist. Nach dem Weiterfahren wird der Wert wieder abgelöscht. Siehe in diesem Zusammenhang auch die Control Unit "Reversierbarer Stopp" (stop_reversible_level) und die Funktionsbeschreibung [FCT-C7// Automatisches Reversieren nach Stopp]. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.stop_reversible_usr_val_r |
Datentyp | UDINT |
Wertebereich | [0, MAX_UNS32] |
Zugriff | PLC liest |
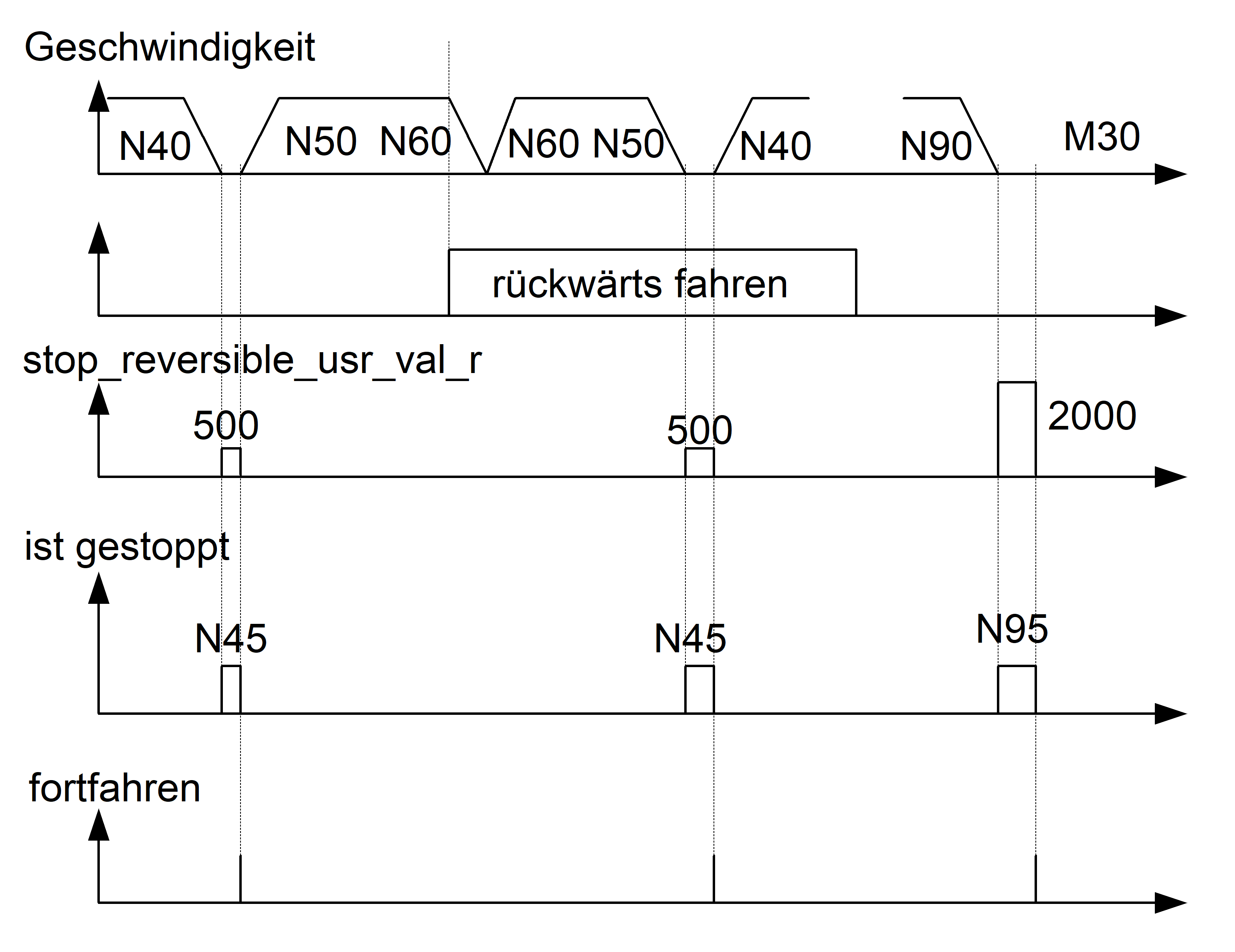
Beispiel

Reversierbarer Stopp
Ausgabe der Kennung der Wartebedingung und Auswerten der maximalen Wartezeit
Erforderliche Kanalparamer:
forward_backward.disable_stop_backward 0
forward_backward.disable_stop_2nd_forward 0
forward_backward.disable_stop_1st_forward 0
NC-Programm:
%stop_reversible
N01 X0 Y0 Z0
N10 X100
N20 Y100
N30 X0
N40 Y0
N45 #STOP REVERSIBLE[ USR_VAL=500]
N50 X0 Y0 Z0
N60 X100
N70 Y100
N80 X0
N90 Y0
N95 #STOP REVERSIBLE[ USR_VAL=2000]
M30
Abstand vor der Ecke unter Grenzwert | |
Beschreibung | Es wird signalisiert, dass der Abstand vor der Ecke, definiert über den Kanalparameter P-CHAN-00222 (edge_machining.pre_dist), unterschritten wurde. Ab diesem Zeitpunkt wird für das Fahren auf der programmierten Bahn der durch den Kanalparameter P-CHAN-00223 (edge_machining.pre_feed) definierte Bahnvorschub wirksam. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.edge_function_r.signal_1 |
Datentyp | BOOL |
Wertebereich | [TRUE = aktiv - Abstand vor Ecke unterschreitet parametrierten Grenzwert, FALSE] |
Zugriff | PLC liest |
Wartezeit in Ecke | |
Beschreibung | Das Signal zeigt an, dass in der Ecke die Bewegung gestoppt wurde und die durch den Kanalparameter P-CHAN-00224 (edge_maching.wait_time) vorgegebene Wartezeit abläuft. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.edge_function_r.signal_2 |
Datentyp | BOOL |
Wertebereich | [TRUE = aktiv - Wartezeit aktiv, FALSE] |
Zugriff | PLC liest |
Abstand nach der Ecke unter Grenzwert | |
Beschreibung | Es wird signalisiert, dass sich das Werkzeug von der Ecke entfernt, aber der Abstand von der Ecke noch kleiner als der durch den Kanalparameter P-CHAN-00225 (edge_machining.post_dist) definierte Wert ist. Der für diesen Abschnitt gültige Bahnvorschub wird durch den Kanalparameter P-CHAN-00226 (edge_machining.post_feed) definiert. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.edge_function_r.signal_3 |
Datentyp | BOOL |
Wertebereich | [TRUE = aktiv - Abstand nach der Ecke nicht erreicht, FALSE] |
Zugriff | PLC liest |
Winkel zwischen aktivem und folgendem NC-Satz | |
Beschreibung | Zeigt den Winkel zwischen zwei aufeinander folgenden NC-Sätzen an, wenn beide NC-Sätze Bewegungssätze mit programmiertem Vorschub sind. Der angezeigte Wert liegt dann im Bereich von [0, 1800000], was [0°, 180°] entspricht. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.edge_function_r.angle_end |
Datentyp | DINT |
Einheit | 10-4 ° |
Wertebereich | [0,10000000] |
Zugriff | PLC liest |
Besonderheiten | Handelt es sich bei dem folgenden Bewegungssatz um einen Eilgangsatz, wird als Wert 5000000 NC-Satz der zum Bewegungsstopp führt, wird als Wert 6000000 ausgegeben. In allen anderen Fällen wird der Standardwert 10000000 angezeigt. |
Geschwindigkeit am Ende des aktuellen NC Satzes | |
Beschreibung | Zeigt die Geschwindigkeit am Übergang vom aktuell interpolierten und dem nachfolgenden Bewegungssatz, die sich aufgrund geometrischer Betrachtungen und der Geschwindigkeit des nachfolgenden Satzes ergibt. Bei programmierter Verweilzeit oder einem vorhersehbaren Bewegungsstopp am Übergang zwischen den NC-Sätzen, der durch die Ausgabe einer Technologiefunktion mit entsprechender Synchronisationsart im nachfolgenden Satz verursacht wird, wird der Wert 0 angezeigt. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.block_dynamic_r.vel_end_geo |
Datentyp | DINT |
Einheit | 1 μm/s |
Wertebereich | [0, MAX_SGN32] |
Zugriff | PLC liest |
Zähler der Echtzeit-Schleife | |
Beschreibung | Das Datum zeigt die Anzahl der Durchläufe der Echtzeit-Schleife an, in der sich die aktuelle Bearbeitung befindet. Bei einem Schleifenübergang in Vorwärtsrichtung wird das Datum um 1 inkrementiert und in Rückwärtsrichtung dekrementiert. Für den Fall, dass mehr Schleifendurchläufe in Rückwärtsrichtung bearbeitet wurden, wird eine negative Zahl angezeigt. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.rt_loop_count_r |
Datentyp | DINT |
Zugriff | PLC liest |
Besonderheit | Datum verfügbar ab CNC-Version V3.1.3105.01 |
Echtzeit-Schleife aktiv | |
Beschreibung | Das Datum zeigt an, ob sich die aktuelle Bearbeitung innerhalb einer #RT WHILE - #RT ENDWHILE Sequenz befindet. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.inside_rt_loop_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Bearbeitung innerhalb #RT WHILE #RT ENDWHILE, |
Zugriff | PLC liest |
Besonderheit | Datum verfügbar ab CNC-Version V3.1.3105.01 |
Warten auf externe Geschwindigkeitsvorgabe | |
Beschreibung | Der NC-Kanal wartet auf externe Geschwindigkeitsvorgabe. |
Signalfluss | CNC → PLC |
ST-Pfad | gpCh[channel_idx]^.bahn_state.wait_ext_command_speed_r |
Datentyp | BOOL |
Wertebereich | [TRUE = Kanal wartet |
Zugriff | PLC liest |