Erweiterte Programmierung (#MEAS, #MEAS DEFAULT, #MEAS PREPARE)
Alternativ zum #MEAS MODE Befehl bietet der folgende Befehl die Möglichkeit, noch weitere Messparameter festzulegen. Die gewählten Parametereinstellungen bleiben bis zum Programmende wirksam. Bei einem neuen Programmstart gelten wieder die Default-Einstellungen aus den Konfigurationslisten. Damit die Messparameter einer Achse geändert werden dürfen, muss sie als Messachse gekennzeichnet sein (d.h. der Achsparameter P-AXIS-00118 muss auf 1:
Syntax: |
#MEAS [ [TYPE=..] [ERR_NO_SIGNAL=..] [ [SIMU_OFFSET=..] | [TRIGGER] ] | [ {AX=<Achsname> | AXNR=..} [SIGNAL=<ident>] [EDGE=<ident>] [INPUT=..] [G107 | G108] ] ] |
TYPE=.. | Neuer Messtyp gemäß Kapitel Messfunktionen. Dieser Messtyp ist bis zu einer erneuten Änderung oder bis Programmende gültig. |
ERR_NO_SIGNAL=.. | Verhalten bei nicht erfasstem Messsignal: 0: keine Fehlermeldung 1: Fehlermeldung bei Abwahl der Messfahrt (Default) |
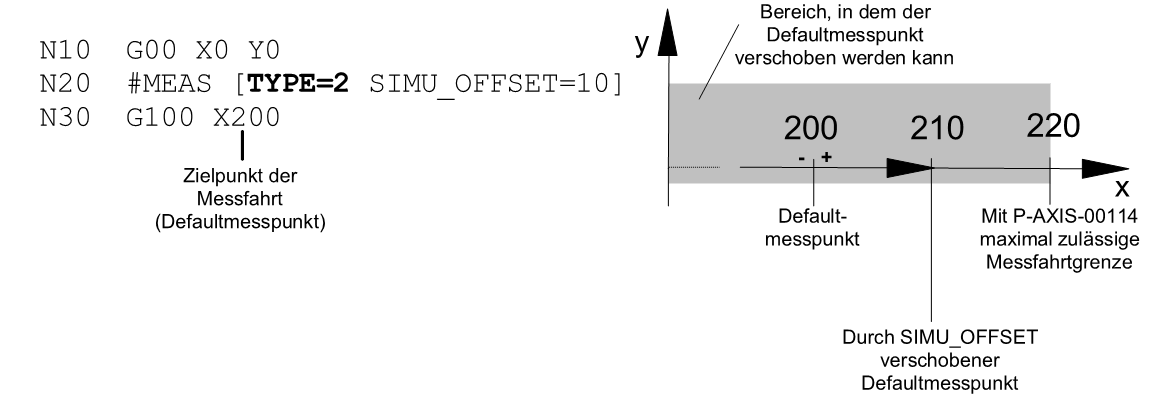
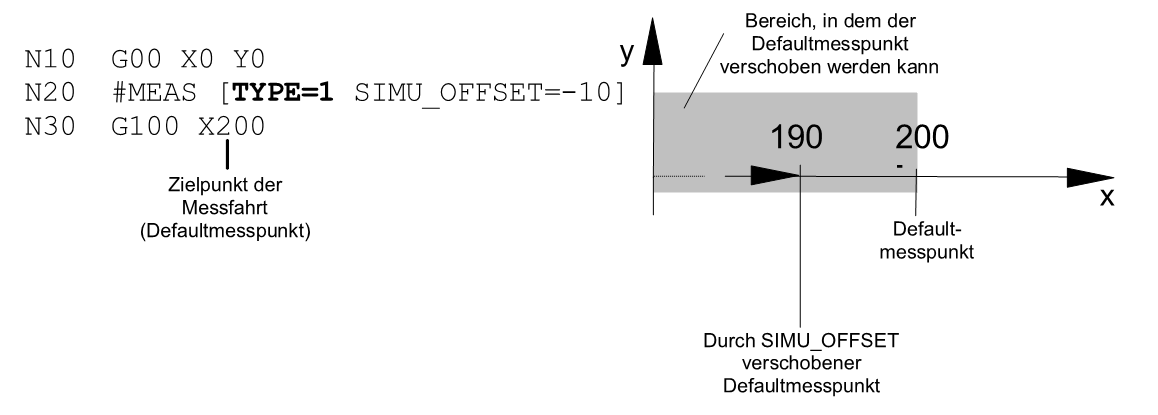
SIMU_OFFSET=.. | Dieses Schlüsselwort ist nur speziell bei der Messsimulation im Zusammenhang mit dem Achsparameter P-AXIS-00112=4 wirksam. Der Wert in [mm, inch] verschiebt den simulierten Defaultmesspunkt bezogen auf die Bahnbewegung ausgehend von den programmierten Zielpunkten. Bei Messtyp 2 kann der Defaultmesspunkt in positiver bzw. negativer Richtung durch SIMU_OFFSET verschoben werden. Der eventuell zusätzliche Offset durch den Achsparameter [2 ]P-AXIS-00114 wird hierbei nicht berücksichtigt. |
TRIGGER | Auslösen eines programmierten Messsignals. Wird nur verwendet im Zusammenhang mit der Funktion satzübergreifendes Kantenstoßen G107/G108. Ist nur wirksam, wenn P-CHAN-00257 aktiv ist. |
Hinweis

SIMU_OFFSET und TRIGGER sind exklusiv und dürfen nicht in Kombination mit den achs-
spezifischen Schlüsselwörtern programmiert werden.
AX=<Achsname> | Name der Achse, deren Messparameter geändert werden sollen. Die Achse muss als Messachse konfiguriert sein. |
AXNR=.. | Logische Nummer der Achse, deren Messparameter geändert werden sollen. Die Achse muss als Messachse konfiguriert sein, positive Ganzzahl |
SIGNAL=<ident> | Name der Messsignalquelle, die für die Messung verwendet werden soll (s.P-AXIS-00516). Gültige Kennungen: PLC:Messsignal über PLC DRIVE: Messsignal über Positionslatch im Antrieb FIXED_STOP: Messsignal durch Fahren auf Festanschlag PLC_FIRST_EVENT: Messsignal über PLC, die Messfahrt beendet sich, sobald eine Achse das Messereignis erhalten hat PLC_EXT_LATCH_CONTROL: Messen mit Messinterface für externe Hardware (s. [HLI// Messen mit externer Messhardware]) EXT_PROBE_WITH_DRIVE: Messen mit Messinterface für externe Hardware, Messposition über Antriebsschnittstellen (s. [HLI// Messen mit externer Messhardware]) |
| |
EDGE=<ident> | Relevante Messflanke (s. P-AXIS-00518). Gültige Kennungen: POS: Positive (steigende) Messflanke NEG: Negative (fallende) Messflanke |
INPUT=.. | Nummer des Messeingangs am Antrieb, der für die Messung verwendet werden soll (s. P-AXIS-00517). Für Messsignal DRIVE: 1: 1. Messeingang 2: 2. Messeingang Für Messsignal PLC_EXT_LATCH_CONTROL: 1 .. 255: Nummer des Messeingangs der externen Messhardware |
G107 | Abwahl der Funktionalität Kantenstoßen für diese Achse, d.h. für diese Achse wird beim Kantenstoßen kein Messwert erfasst. |
G108 | Anwahl der Funktionalität Kantenstoßen für diese Achse. Voraussetzung ist, dass für die Achse in den Achsparametern die Funktionalität „Kantenstoßen“ aktiviert ist (siehe P-AXIS-00098). |
Für die haltende Messfahrt (über mehrere Bewegungssätze) in Verbindung mit der Funktion Kantenanleimen (Messtyp 8) stehen im #MEAS-Befehl folgende Erweiterungen zur Verfügung.
Syntax: | |
#MEAS [ON | OFF] [ [<Messparameter>] ] | |
ON | Anwahl der Messfahrt für Messtyp 8. In anschliessenden Bewegungssätzen wird dann in allen gesetzten bzw. programmierten Achsen gemessen. |
OFF | Abwahl der Messfahrt für Messtyp 8 |
Syntax: | |
#MEAS DEFAULT [ [ {AX=<Achsname> | AXNR=..} ] | |
DEFAULT | Zurücksetzen der über den #MEAS-Befehl geänderten achsbezogenen (AX, AXNR) Parametereinstellungen (SIGNAL, EDGE, INPUT, G107/G108). Es werden wieder die Messeinstellungen aus den Achsparameterlisten wirksam. |
Bei manchen Messmethoden kann es von Vorteil sein, die Initialisierung früher zu starten, da diese eine gewisse Zeit benötigt. Dazu gehören z.B. die Signalquellen EXT_PROBE_WITH_DRIVE oder DRIVE, wenn die Messung mit S-0-0170 vorbereitet werden muss. In diesen Fällen kann mit #MEAS PREPARE die Initialisierung der Messung früher gestartet werden, sodass am Anfang des Messsatzes nicht gewartet werden muss. Dies macht dann Sinn, wenn die Initialisierung der Messung einen längere Zeit dauert, z.B. mit einem externen Funkmesstaster. Dabei muss der Anwender sicherstellen, dass zwischen #MEAS PREPARE und dem eigentlichen Messsatz genügend Zeit liegt, um je nach Messmethode die Messvorbereitungen abzuschließen.
Syntax: | |
#MEAS PREPARE [ [ {AX=<Achsname> | AXNR=..} ] | |
PREPARE | Vorbereitung einer Messfahrt je nach parametrierter Messmethode. (z.B. vorzeitiges Aktivieren oder Initialisieren eines Messtasters). |
Hinweis
Für SERCOS-Antriebe mit Positionslatch im Antrieb (SIGNAL=DRIVE) können Messflanke (EDGE) und Messeingang (INPUT) nicht geändert werden, da dazu ebenfalls Parameteränderungen im Antrieb notwendig sind.
Programmierbeispiel

Setzen von Messparametern:
Anwahl eines anderen Messtyps:
N100 #MEAS [TYPE=2]
Setzen des Messpunkts für die Messsimulation bei Messtyp 2:
Bei allen anderen Messtypen ist nur eine Verschiebung in negativer Richtung (entgegen der Bahnbewegung) möglich.
Aktivieren Messen mit Fahren auf Festanschlag für die X- und Y-Achse:
N100 #MEAS [AX=X AX=Y SIGNAL=FIXED_STOP]
Aktivieren Messsignal über PLC auf negative Flanke:
N100 #MEAS [AXNR=1 SIGNAL=PLC EDGE=NEG]
Deaktivieren der Kantenstoßfunktionalität für Y- und Z-Achse:
N100 #MEAS [AX=Y AX=Z G107]
Wiederherstellen der Messeinstellungen aus den Achsparametern für alle Bahnachsen:
N100 #MEAS DEFAULT
Wiederherstellen der Messeinstellungen aus den Achsparametern für die X-Achse:
N100 #MEAS DEFAULT [AX=X]
Haltende Messfahrt mit allen Messachsen:
N5 #MEAS ON [TYPE=8]
N10 G01 X100 Y100 F1000
N20 G01 Z200
N30 G01 X200 Y200
N40 #MEAS OFF
Haltende Messfahrt mit Messen in X- und Y-Achse, Messsignal über PLC, positive Flanke, keine Fehlermeldung bei nicht erfasstem Messsignal
N5 #MEAS ON [TYPE=8 AX=X AX=Z SIGNAL=PLC EDGE=POS ERR_NO_SIGNAL=0]
N10 G01 X100 Y100 Z10 F1000
N20 G01 X200 Y150 Z25
N30 #MEAS OFF
Vorbereitung eines Messtasters für eine Messfahrt
N5 G00 X0
N10 G00 X500
N20 #MEAS PREPARE [AXNR=1] ;Vorbereitung der Messfahrt
:
Nxx ;weitere Programmaktionen
:
N120 G00 X700 N130 G00 X1000
N130 G100 X1300 F1000 ;Beginn der Messfahrt