MCV_GrpTFct
This FB signals the output of a tool technology function. It is acknowledged by the PLC provided it is a technology function that was parameterised in the channel parameter list as an axis-specific output function.
Block diagram
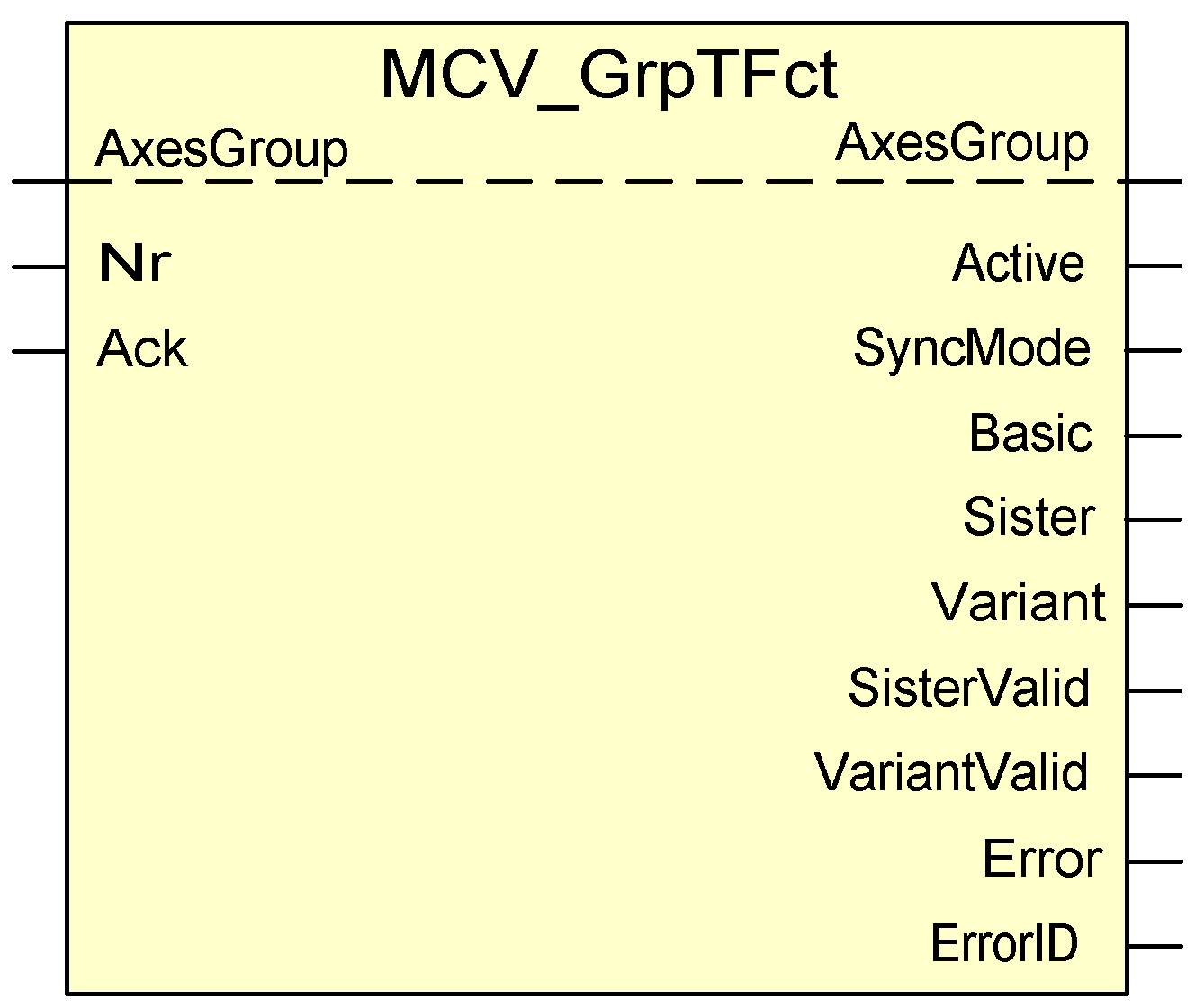
FB parameters
VAR_IN_OUT | ||
Variable name | Data type | Description |
AxesGroup | AXES_GROUP_REF | Axis group reference |
VAR_INPUT | ||
Variable name | Data type | Description |
Nr | UINT | The number of the tool technology function handled by the function block is defined via the input. |
Ack | BOOL | The tool technology function is acknowledged on the rising edge. |
VAR_OUTPUT | ||
Variable name | Data type | Description |
Active | BOOL | The output indicates the value TRUE when the technology function was output to the PLC. The output remains TRUE until a rising edge is applied to the “Ack” input. |
SyncMode | DWORD | Synchronisation type of a tool technology function This is the value used to define the synchronisation type of the tool technology functions in the channel parameter list with the parameter P-CHAN-00086. |
Basic | DINT | Base number of the tool used to identify the tool type. |
Sister | DINT | Sister number of the tool used to designate a definite specific tool item. |
Variant | UDINT | The alternate number of a tool; used to identify different data blocks for a tool. |
SisterValid | UINT | Identifier for the sister number of the tool |
VariantValid | UINT | Identifier for the alternate number of the tool |
Error | BOOL | Indicates TRUE if an error occurs in the FB. |
ErrorID | WORD | Error identifier |