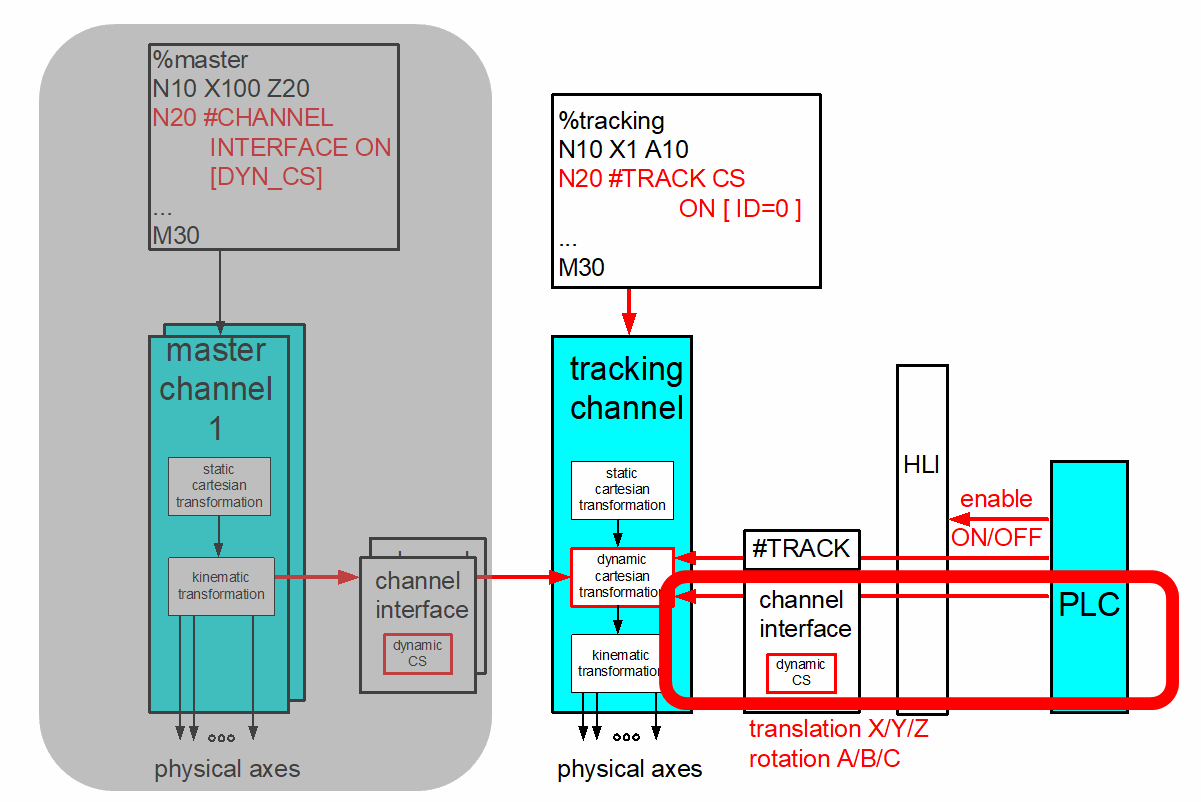
PLC as Master
A dynamic coordinate system can be defined by a CNC channel or by the PLC. The HLI has a control unit for this.
States of the tracking slave
INACTIVE | The slave does not track the dynamic coordinate system. |
ACTIVATING | The first time the tracking function is activated, the salve adopts the changes “softly” via a filter. |
ACTIVE | The slave tracks the dynamic coordinate system. |
DEACTIVATING | The slave “softly” decouples dynamic coordinate system tracking. |
ERROR | An error occurred in the slave. The slave is unable to track the dynamic coordinate system. |