Machining test part
The final check of the calibration can be carried out by machining a suitable test part, for example.
- the geometry of the test part should be as simple as possible
- the rotary axes should be used to machine the test part
- the rotary axes should be used independently of each other as far as possible
In the test part, contour parts which were manufactured in various poses with an active transformation should be concatenated without interruption.
The figure shows an example of a geometry to check the result of calibration for a head kinematic – CA or CB. 2 pockets are milled:
- one in X direction
- one in Y direction
Each pocket is machined half under C0 and the other half under C180. The offsets between the C0 and C180 milling operations should disappear if the calculation of the offsets is successful (blue).
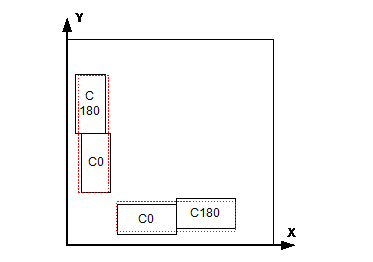
The offsets must disappear between the pockets in X and Y directions. The pockets without calibration are grey and with calibration they are blue.