Measure angle in X axis (C axis)
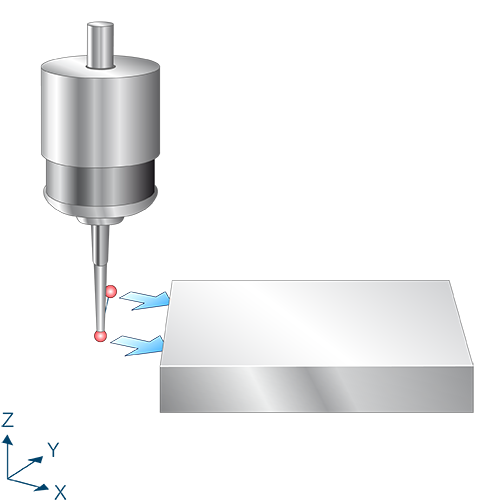
Determining the twist of the workpiece about the Z axis by two lateral measurements along the X axis.
If no C axis is configured, call the cycle without transferring @P7. The twist in C can be manually transferred to the related zero offset by evaluating the output variables in the post-program.
Before calling the cycle, the touch probe must be positioned on the X and Y coordinates of the first measuring point. A clearance movement in Z can be parameterised between the measuring points.
The calculated angle corresponds to the twist of the workpiece about the Z axis in relation to the Y axis.