Tangential selection/deselection of TRC (G05)
When TRC is directly selected/deselected, it generally results in a kink on the path contour at the start of machining. With angles greater than 180°, the contour of the block after selection and the block before deselection are violated.
Tangential entry and exit provides a solution to avoid these contour violations in direct selection/deselection mode and to minimise the jerk that occurs at the kink points on the path.
G05 must be programmed in the same block in conjunction with G40, G41, G42. This then derives whether a tangential transition should take place at the start or at the end of the contour.
From the current position, the next contour element G01, G02... is approached tangentially in a circle at the programmed feedrate; where necessary, the feedrate must be adapted with G10/G11.
G05 in conjunction with G41 or G42 causes tangential entry at contour start; G05 and G40 cause a tangential exit at contour end when G41/G42 is active. This converts the selection/deselection block into a circular block.
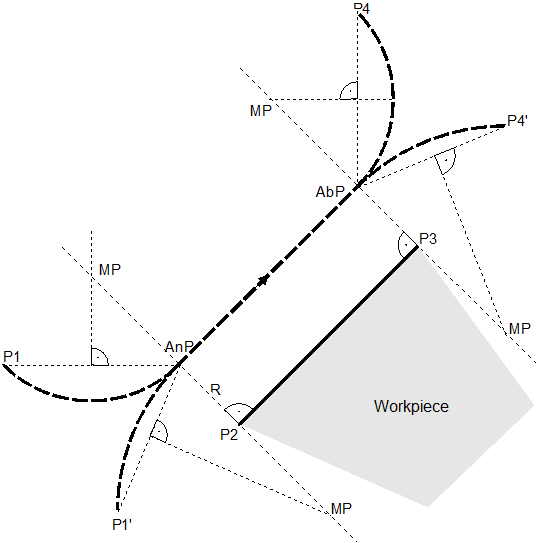
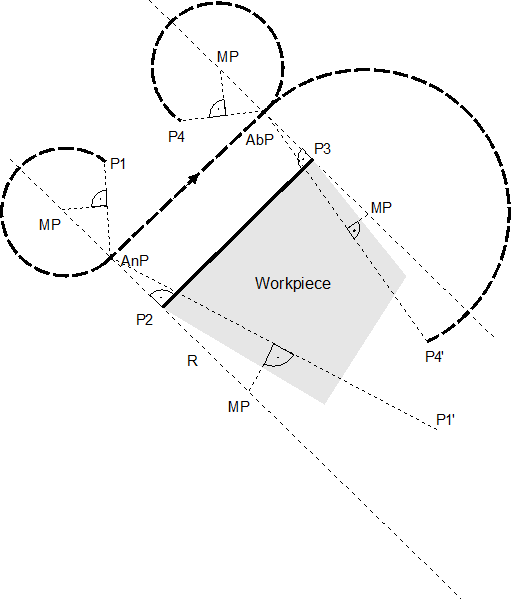
The motion blocks triggered by the G05 function when TRC is selected and deselected are illustrated on the next two pages. A total of four curves are shown resulting from different starting points (P1, P1’) with the same programming.
Selection in tangential mode:
The selection point (AnP) is calculated in the same as in conventional direct selection. The direction of rotation of the circular selection block is specified based on the orientation of the first selected block and the position of the starting point. The circle centre point (MP) results from the intersecting point of the centre perpendiculars from the starting point (P1 or P1') and the selection point (AnP) and the straight line starting point of the selection block (P2) – selection point (AnP).
Deselection in tangential mode:
The last compensated end point (AbP), referred to as last selection point here, is calculated in the same way as in conventional direct deselection mode. The direction of rotation of the circular deselection block is specified based on the orientation of the last selected block and the position of the deselection point (P4 or P4'). The circular centre point results from the intersecting point of the centre perpendiculars to the connecting line of the last selection point (AbP) and the deselection point (P4 and P4’) and the straight lines of the last selection point (AbP) - last programmed point (P3) before deselection.