Technology functions
The placement of technology functions in the NC program is especially important with perpendicular selection or deselection since this determines the output time.
When perpendicular TRC is selected, the arrangement of selection block, technology function and the first motion block is decisive for the output time.
When perpendicular TRC is deselected the arrangement of technology block and the last compensated motion block is decisive for the output time.
The programming examples below and corresponding figures illustrate this.
Programing Example

Technology function 1
%bsp02.nc
N10 G00 X0 Y0 Z0 G17
N20 F9000
N30 V.G.WZ_AKT.R=5 (Tool radius)
N40 G237 (perpendicular selection activated)
N50 G91 (relative programming)
N60 G01 X30 Y10
; Corrected path
N50 G41 M7 X20 Y70 (Select TRC left)
N55 M8
N60 G03 X60 I30
N70 G01 X30
N80 X25 Y-20
N85 M9
N90 G40 (Deselect TRC)
N100 G90 X200 Y0 (absolute programming)
N110 X0
; Presentation of the original contour
N200 G91 (relative programming)
N210 G01 X30 Y10
N220 X20 Y70
N230 G03 X60 I30
N240 G01 X30
N250 X25 Y-20
N260 G90 X200 Y0 (absolute programming)
N270 G00 X0
N999 M30
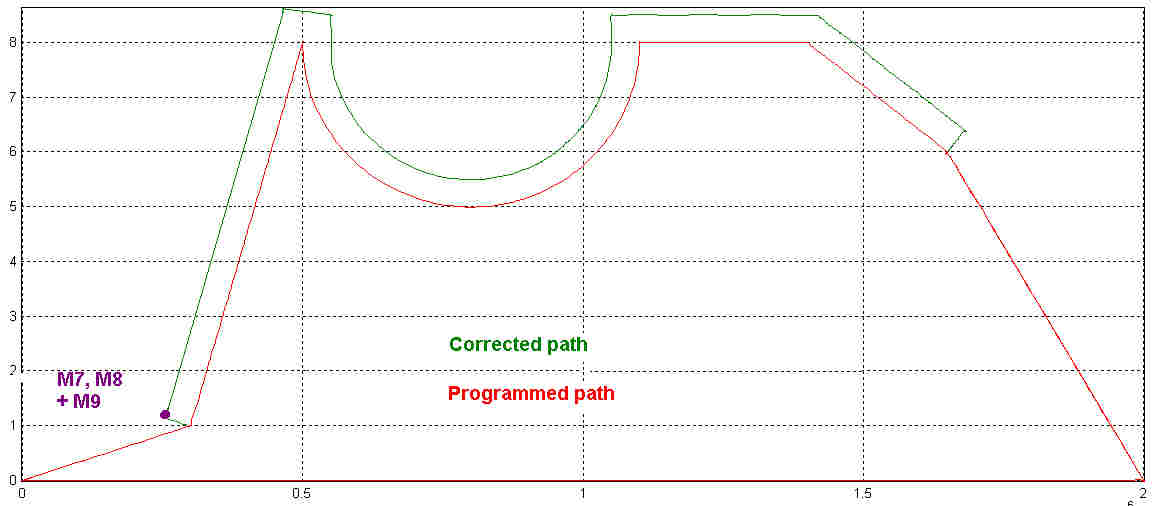
The technology function M9 in the figure below is output immediately before before the output of the perpendicular deselection block. The technology function must be placed between the last block to be compensated and the perpendicular deselection of TRC.
Programing Example
Technology function 2
%bsp03.nc
N10 G00 X0 Y0 Z0 G17
N20 F9000
N30 V.G.WZ_AKT.R=5 (Tool radius)
N40 G237 (perpendicular selection activated)
N50 G91 (relative programming)
N60 G01 X30 Y10
; Corrected path
N50 G41 M7 (Select TRC left)
N55 M8 X20 Y70
N60 M9 G03 X60 I30
N70 G01 X30
N80 X25 Y-20
N90 G40 (Deselect TRC)
N100 G90 X200 Y0 (absolute programming)
N110 X0
; Presentation of the original contour
N200 G91 (relative programming)
N210 G01 X30 Y10
N220 X20 Y70
N230 G03 X60 I30
N240 G01 X30
N250 X25 Y-20
N260 G90 X200 Y0 (absolute programming)
N270 G00 X0
N999 M30
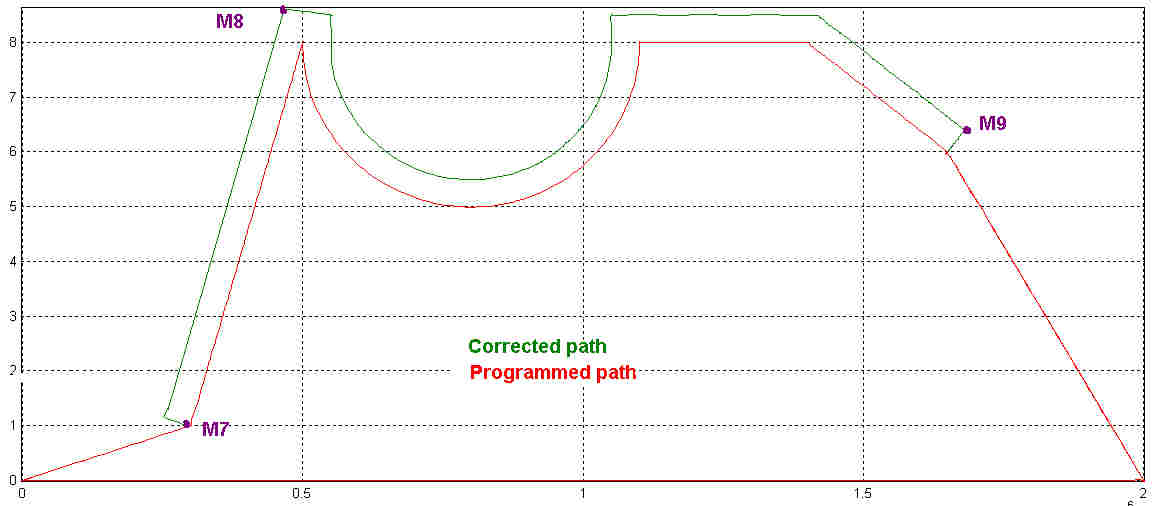
The technology function M8 is executed after the selection block generated. For this placement, it is absolutely necessary that it is not placed in the same block as TRC selection and that there is no motion block between the selection block and the technology function.
Programing Example
Technology function 3
%bsp04.nc
N10 G00 X0 Y0 Z0 G17
N20 F9000
N30 V.G.WZ_AKT.R=5 (Tool radius)
N40 G237 (perpendicular selection activated)
N50 G91 (relative programming)
N60 G01 X30 Y10
; Corrected path
N50 G41 (Select TRC left)
N51 M7
N52 M8
N53 M8
N55 X20 Y70
N60 G03 X60 I30
N70 G01 X30
N80 X25 Y-20
N90 G40 (Deselect TRC)
N100 G90 X200 Y0 (absolute programming)
N110 X0
; Presentation of the original contour
N200 G91 (relative programming)
N210 G01 X30 Y10
N220 X20 Y70
N230 G03 X60 I30
N240 G01 X30
N250 X25 Y-20
N260 G90 X200 Y0 (absolute programming)
N270 G00 X0
N999 M30