MCV_SpindleControl
The FB supplies to its outputs all the information on technology functions which are of interest to the PLC when a spindle is programmed by NC blocks.
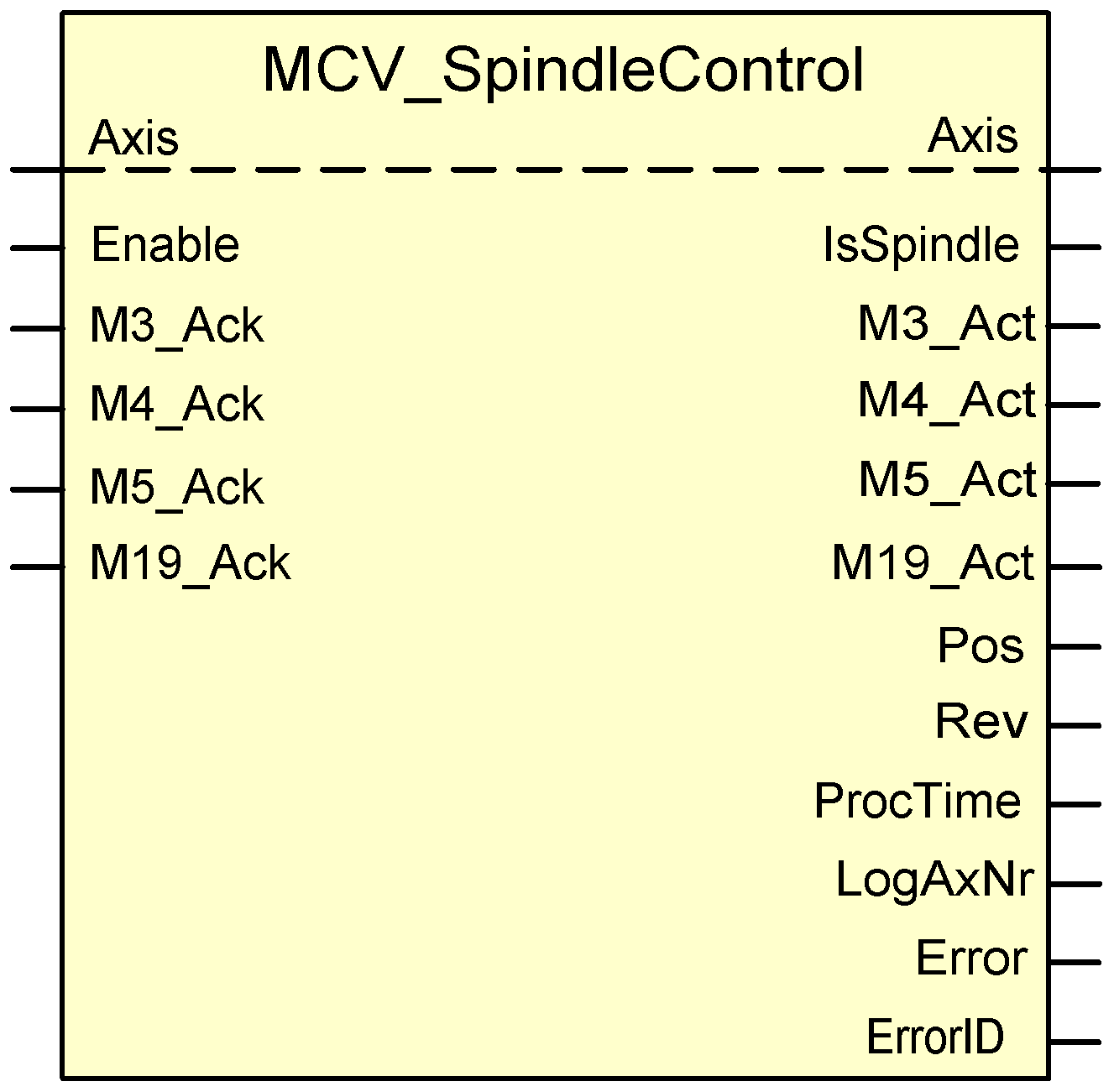
Block diagram
FB parameters
VAR_IN_OUT | ||
Variable name | Data type | Description |
Axis | AXIS_REF | Axis reference of spindles |
VAR_INPUT | ||
Variable name | Data type | Description |
Enable | BOOL |
|
M3_Ack | BOOL | Input to acknowledge an M3 technology function output for a specific spindle. |
M4_Ack | BOOL | Input to acknowledge an M4 technology function output for a specific spindle. |
M5_Ack | BOOL | Input to acknowledge an M5 technology function output for a specific spindle. |
M19_Ack | BOOL | Input to acknowledge an M19 technology function output for a specific spindle. |
VAR_OUTPUT | ||
Variable name | Data type | Description |
IsSpindle | BOOL | TRUE indicates that the axis applied to the axis reference is identified as a spindle in the NC channel. |
M3_Act | BOOL | Becomes TRUE when the NC kernel outputs an M3 technology function for the spindle and remains TRUE until a rising edge is detected at “M3_Ack”. |
M4_Act | BOOL | Becomes TRUE when the NC kernel outputs an M4 technology function for the spindle and remains TRUE until a rising edge is detected at “M4_Ack”. |
M5_Act | BOOL | Becomes TRUE when the NC kernel outputs an M5 technology function for the spindle and remains TRUE until a rising edge is detected at “M5_Ack”. |
M19_Act | BOOL | Becomes TRUE when the NC kernel outputs an M19 technology function for the spindle and remains TRUE until a rising edge is detected at “M19_Ack”. |
Pos | DINT | Commanded spindle position when programming M19 and [Spindelname].POS |
Rev | DINT | Commanded spindle speed when programming [Spindelname]<Drehzahl> |
ProcTime | UDINT |
|
LogAxNr | UINT | Logical axis number of the spindle |
Error | BOOL | Indicates TRUE when an error occurs. |
ErrorID | UDINT | Error code |