Drehung des Koordinatensystems in der Ebene (G68/G69)
Versionshinweis

Diese Funktionalität ist verfügbar ab CNC-Version V3.1.3079.33
Mit dieser Funktion kann ein Koordinatensystem in der aktuellen Ebene (G17/G18/G19) gedreht werden. Konturen, die im Maschinenkoordinatensystem programmiert sind, können so schnell und einfach an verdreht positionierte Werkstücke angepasst werden.
Die Konturrotation wirkt direkt auf die programmierten Achskoordinaten (Kontur) vor allen anderen konturbeeinflussenden Funktionalitäten, d.h. alle Verschiebungen und Spiegelungen werden von der Rotation nicht beeinflusst und können wie bisher benutzt werden (*).
Die Rotation kann auch innerhalb eines bereits gedrehten Koordinatensystems (#(A)CS) angewandt werden.
Ein Ebenenwechsel mit G17/G18/G19 wählt automatisch eine aktive Konturrotation ab und es wird eine Warnung ausgegeben.
Alternativ zu G68/G69 kann die Konturrotation auch mit #ROTATION programmiert werden.
Syntax (Beispiel in G17): | ||
G68 R.. X.. Y.. | Anwahl der Konturrotation | modal |
G69 | Abwahl der Konturrotation | modal, Grundzustand |
R.. | Drehwinkel in Grad [°], wirkt absolut. Ist kein Winkel angegeben, wird der Wert 0° gesetzt. Der Drehwinkel hat keinen Einfluss auf bereits programmierte Kreisradien. |
X.. Y.. | Absolute Koordinaten des Drehpunktes in [mm, inch] in den Hauptachsen der aktuellen Ebene. Es gilt bei : G17 - X und Y, G18 - Z und X, G19 - Y und Z Bei nicht programmierten Koordinaten wird die aktuelle Istposition als Drehpunkt gesetzt. |

a: X.. | b: Y.. | c: R.. |
Mit nachfolgenden Variablen können die programmierten Rotationsparameter gelesen werden:
V.G.ROT_ACTIVE | Liefert den Wert 1, wenn eine Rotation aktiv ist |
V.G.ROT_ANGLE | Rotationswinkel |
V.G.ROT_CENTER1 | Versatz der ersten Hauptachse zum Drehpunkt |
V.G.ROT_CENTER2 | Versatz der zweiten Hauptachse zum Drehpunkt |
Hinweis
(*) Unabhängig davon, ob die Verschiebungen (z.B. G54, G92 etc. ) vor oder nach G68 programmiert wurden, wirken diese immer in den Achsrichtungen des Grundkoordinatensystems der Maschine (MKS).
Auch die Werkzeugversätze wirken immer unabhängig von P-TOOL-00010 in den Achsrichtungen des MKS.
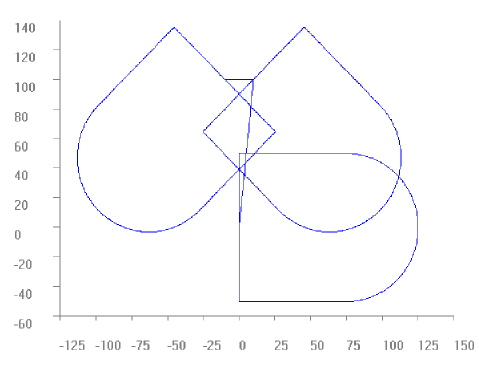
Programmierbeispiel

Drehung in der Ebene (Konturrotation)
%L part
N10 G0 G90 X0 Y0
N30 G1 F5000 Y50
N40 X75
N50 G2 Y-50 R50
N60 G1 X0
N70 Y0
N80 M29
%ang1.nc
N100 G53 G17
N110 LL part
N130 G68 R-45 X10 Y100
N140 LL part
N150 G21 (mirroring of X coordinates)
N160 LL part
N170 G69
M30