Produktivitätsfaktor
Mit dem Produktivitätsfaktor kann der Anwender die Wirkung der Geschwindigkeitsglättung steuern. Der Produktivitätsfaktor steuert dabei zwei Größen:
- Grad der Glättung
- Begrenzung der Produktivitätseinbußen
Bestimmung des Produktivitätsfaktor:

Durch die Absenkung der maximalen Bahngeschwindigkeiten zur Glättung kommt es zu einer Bearbeitungszeitverlängerung. Diese setzt sich wie folgt zusammen:

Weiter kann die maximal zu erwartende Bearbeitungszeitverlängerung (prozentual) für den vorgegebenen Produktivitätsfaktor wie folgend beschrieben bestimmt werden:

Hinweis

Der real erreichte Produktivitätsfaktor ist immer >= dem vorgegebenen Produktivitätsfaktor.
Beispiel

Berechnungsbeispiel des Produktivitätsfaktors
Produktivitätsfaktor = 90(%) bedeutet, der geglättete Verlauf hat minimal 90% der ursprünglichen Produktivität. D.h. die maximal Bearbeitungszeitverlängerung in % beträgt 1/0,9x100 = 111,11%. Somit benötigt das NC-Programm maximal 11,11% mehr Bearbeitungszeit als die ursprüngliche Bearbeitung.
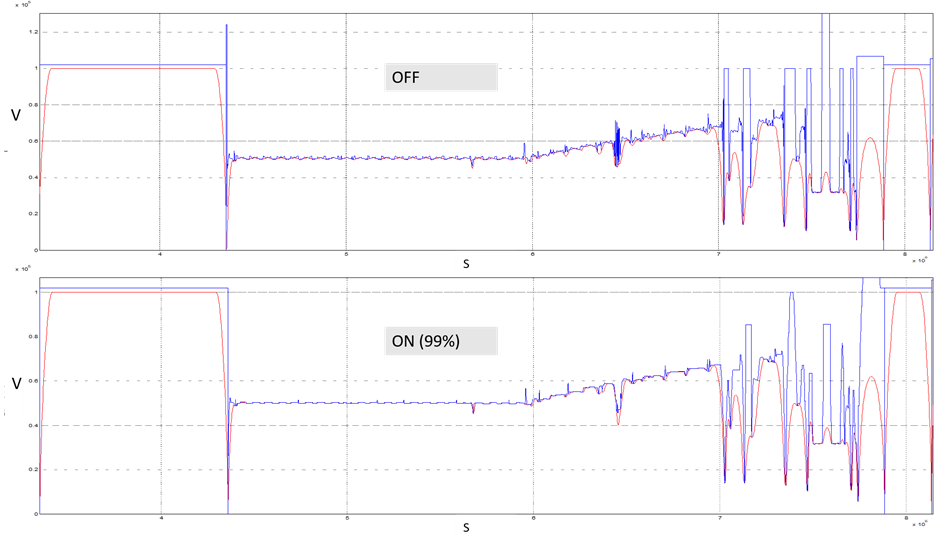
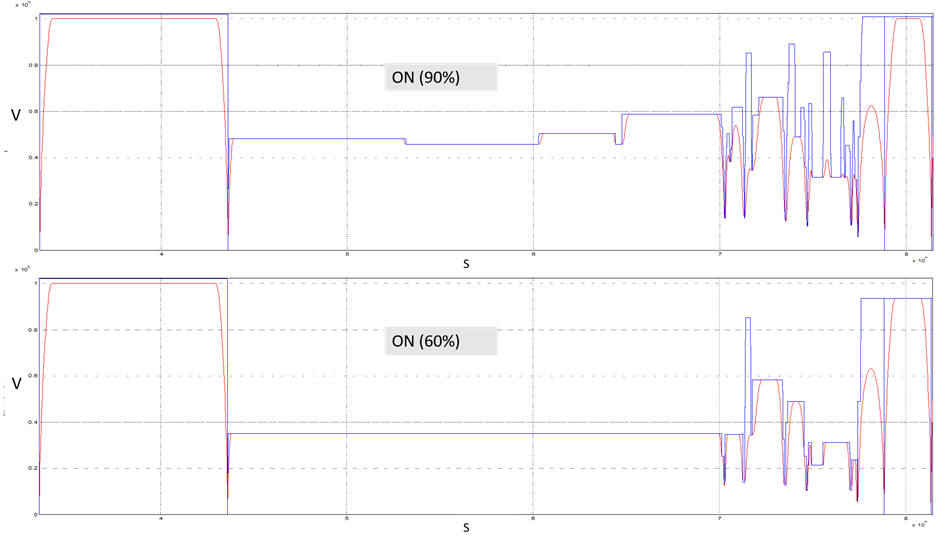
Nachfolgende Abbildungen zeigen die Wirkungsweise auf den Geschwindigkeitsverlauf ohne und mit verschiedenen Produktivitätsfaktoren am Beispiel eines HSC-Programms.
Blau = Zulässige maximale Bahngeschwindigkeit über das CNC-Objekt „Maximum velocity on path“
Rot = Bahngeschwindigkeit über das CNC-Objekt „Actual velocity on path“
Hinweis
Wenn ein Produktivitätsfaktor von 100 (%) angegeben wird, dann wird der Verlauf der maximalen satzweisen Bahngeschwindigkeiten gleichfalls immer angepasst bzw. verändert. Auf die Produktivität sollte dies, gemäß der Vorgabe von 100%, aber keinen Einfluss haben.