Beschreibung
Wirkungsort
Die Kompensation wird im Lageregler auf die Achsen addiert. Die Dynamik der Bewegung wurde hier bereits vorberechnet. Daher sollte die Kompensation keine großen Positionssprünge liefen, da diese nicht mehr dynamisch angepasst werden.
Um die Motoren nicht mit zu hohen Versätzen zu überlasten, bzw. die Dynamischen Grenzen nicht zu verletzen, müssen für die einzelnen Achsen Grenzwerte für die Beschleunigung und den maximalen Offsetwert festgelegt werden. Die CNC überprüft dann, die von der Kompensation berechneten Offsets, bevor diese an die Motoren weitergegeben werden.
Anwendung
Um Maschinen mit komplexeren Kinematiken zu kompensieren, sind evtl. komplexere Modelle nötig, welche der NC-Kernel momentan nicht unterstützt.
Für Industrieroboter existieren viele unterschiedliche Verfahren, diese zu kompensieren um ein möglichst genaues Verhalten beim Ausführen einer Bewegung zu erhalten. Diese ist durch eine genaue Kinematik möglich, welche die exakten mechanischen Eigenschaften eines Roboters abbilden kann. Solche Informationen sind im Allgemeinen beim Hersteller nicht einsehbar.
Neben den Herstellern selbst gibt es auch Anbieter anderer Vermessungstechniken, um die Position der Maschine zu verbessern. Um das Anfügen einer solchen Kompensation an den NC-Kernel zu ermöglichen, wurde ein spezielles Interface entwickelt welches es ermöglicht, eine derart extern implementierte Kompensation anzubinden.
Anbindung einer benutzerdefinierten Kompensation in TwinCAT 3.1
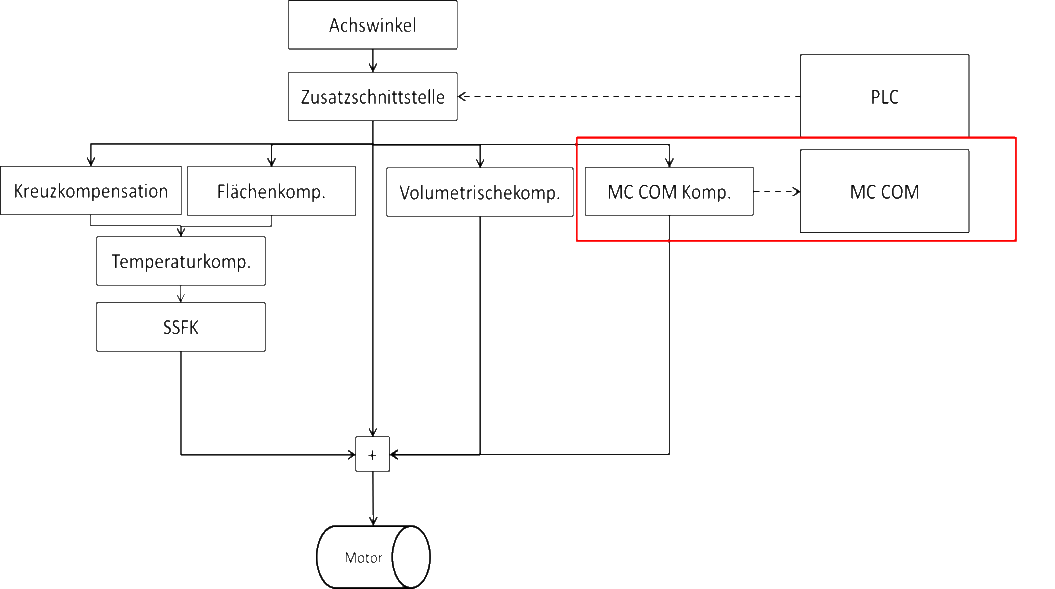
Die Anbindung der Kompensation an die CNC kann in TwinCAT 3 über die TcCOM Infrastruktur stattfinden.

Die externe Kompensation ist eine benutzerdefinierte Kompensation, die außerhalb der CNC-Umgebung implementiert wird. Die Kompensation wird aus dem CNC-Kontext heraus aufgerufen. Die Kompensation erhält die nächste Achsposition und schreibt die berechneten Offsets zurück zur CNC.
Der Kompensation werden immer die Positionen aller Achsen übermittelt. Somit können auch Achsen in unterschiedlichen Kanälen von derselben Kompensation kompensiert werden. Die CNC hat über die Funktion der Kompensation nur wenig Kontrolle.
Zusatzinformationen, die mit den Achspositionen bereitgestellt werden, sind die positiven und negativen Softwareendschalter.
Hinweis

Die Kompensation hat für einen kontinuierlichen Verlauf der Offsets zu sorgen, sodass es zu keinen zu großen Positionssprüngen kommt. Die Offsets sind außerdem nicht Teil der Bahnplanung der CNC. Die Dynamik wird für die Verwendung der Offsets nicht angepasst.