Werkzeugstandgrößen
Standzeit, Standweg
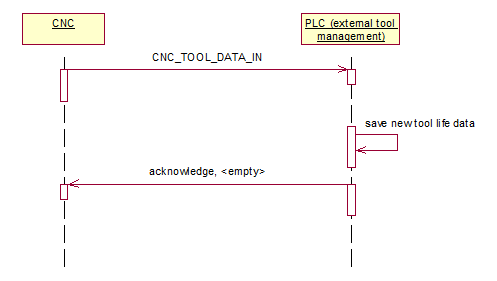
Bei jedem programmierten T<i> bzw. #TOOL PREP werden bei gesetztem P-CHAN-00076 automatisch die komplette Werkzeug-ID, die Standzeit und der Standweg von der CNC an die PLC geschickt.
In der PLC können die übermittelten Daten gespeichert und weiterverarbeitet werden. Die PLC muss den Empfang durch eine leere Nachricht quittieren.
Folgende Daten werden von der CNC an die PLC übertragen:
CNC_TOOL_DATA_IN | (Tool life data sent from CNC) | |
|
| |
tool_id | : CNC_TOOL_ID; (Tool id from CNC) | |
time_used | : LREAL; (Usage time of tool in seconds) | |
dist_used | : LREAL; (Usage distance in mm) | |
Programmierbeispiel

Werkzeugmanager im SPS-Programm
...
(* CNC aktualisiert die Werkzeugstanddaten nach Anwahl
eines anderen Werkzeugs T<i> *)
ELSIF RInd.IDXGRP = ADS_IGRP_TOOL_LIFE_DATA_WRITE THEN
(* CNC schreibt Werkzeugstanddaten *)
pToolLife := RInd.DATAADDR;
BasicToolId := pToolLife^.tool_id.basic;
(* Kein Datentransfer in der Antwort *)
RRes.LEN := 0;
RRes.DATAADDR := 0;
IF BasicToolId <= MAX_TOOLS THEN
(* Aktualisieren der Werkzeugstanddaten *)
tool[BasicToolId].cnc.tool_life.dist_used := tool[BasicToolId].cnc.tool_life.dist_used
+ pToolLife^.dist_used;
tool[BasicToolId].cnc.tool_life.time_used := tool[BasicToolId].cnc.tool_life.time_used
+ pToolLife^.time_used;
(* Antwort auf Gültigkeit prüfen*)
RRes.RESULT := ADS_RDWRT_IND_NO_ERROR;
ELSE
RRes.RESULT := WZV_TOOL_ID_BASIC_INVALID;
END_IF