Winkelmessung zwischen Bohrung und Zapfen (C-Achse)
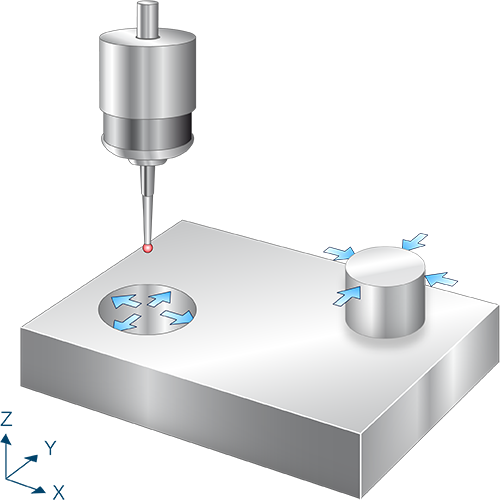
Der Mittelpunkt der Bohrung und des Zapfens wird über 4 gemessene Punkte berechnet (siehe SysMeasWcs8,SysMeasWcs10) und darüber der Winkel zwischen den Mittelpunkten in Bezug zur X-Achse berechnet.
Der Messtaster muss manuell oder im Automatikbetrieb möglichst mittig über der ersten Bohrung positioniert werden.
Ist keine C-Achse konfiguriert, so muss der Zyklus ohne Übergabe von @P7 aufgerufen werden. Die Verdrehung in C kann dann manuell durch Auswertung der Ausgabevariablen im Post-Programm in die entsprechende Nullpunktverschiebung übertragen werden.