Winkelmessung in X-Achse (C-Achse)
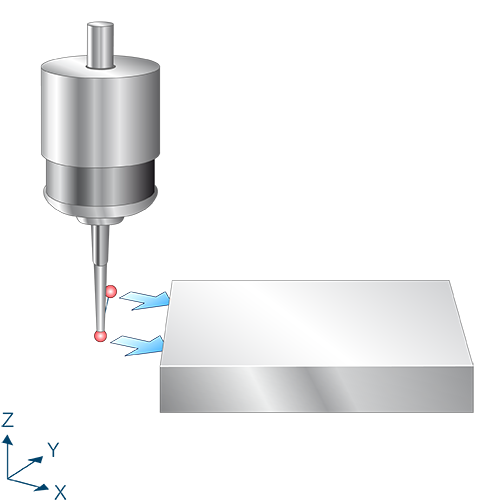
Bestimmung der Verdrehung des Werkstücks um die Z-Achse durch zwei seitliche Messungen entlang der X-Achse.
Ist keine C-Achse konfiguriert, so muss der Zyklus ohne Übergabe von @P7 aufgerufen werden. Die Verdrehung in C kann dann manuell durch Auswertung der Ausgabevariablen im Post-Programm in die entsprechende Nullpunktverschiebung übertragen werden.
Vor dem Zyklusaufruf muss der Messtaster auf die X- und Y-Koordinaten des ersten Messpunkts positioniert werden. Zwischen den Messpunkten kann eine Freifahrbewegung in Z parametriert werden.
Der berechnete Winkel entspricht der Verdrehung des Werkstücks um die Z-Achse in Bezug zur Y-Achse.