Beispiel 1b: CNC-Spindel, intern und durch PLC synchronisiert
Programmierbeispiel

CNC-Spindel, intern und durch PLC synchronisiert
Um eine Ausgabe der M-Funktionen an die PLC zu erreichen, wird im Synchronisationsmode das Bit PLC_INFO gesetzt.
Die Spindel führt dabei immer sofort (asynchron) das entsprechende Kommando aus. Die Bahnbewegung wird jedoch entsprechend der Synchronisationsart zusätzlich mit der Quittung durch die PLC synchronisiert.
Initialisierung in der Achsparameterliste:
kenngr.achtstyp 0x00000004 Spindel
Initialisierung in der Kanalparameterliste:
spindel[0].m3_synch 0x00020002 MVS_SVS, PLC_INFO
spindel[0].m4_synch 0x00020004 MVS_SNS, PLC_INFO
spindel[0].m5_synch 0x00000004 MVS_SNS
spindel[0].m19_synch 0x00000004 MVS_SNS
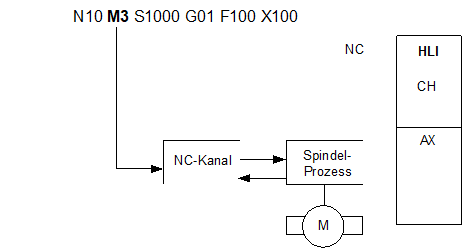
Die Vorschubbewegung X100 wird gestartet, nachdem sowohl die Spindel als auch die PLC die Ausführung des Kommandos M3 bestätigt haben.