Beschreibung
Maschinenschaltfunktionen
Der zeitliche Verlauf der Ausgabe von M- und H-Funktionen an die PLC und die darauf folgende Reaktion durch die PLC kann auf unterschiedliche Art mit auszuführenden Bewegungen synchronisiert werden.
Zur Simulation der Bearbeitungszeit einer M- oder H-Funktion kann jeweils eine Zeitdauer angegeben werden, wodurch die Laufzeit eines CNC-Programms ermittelt werden kann.
Eigenschaften von M- und H-Funktionen
- Verschiedene Synchronisationsarten möglich
- Frei verfügbar oder vorbelegt nach DIN 66025
- Bearbeitungszeit lässt sich ermitteln
- Kanal- oder achsspezifische Ausgabe
- Spindelspezifisch
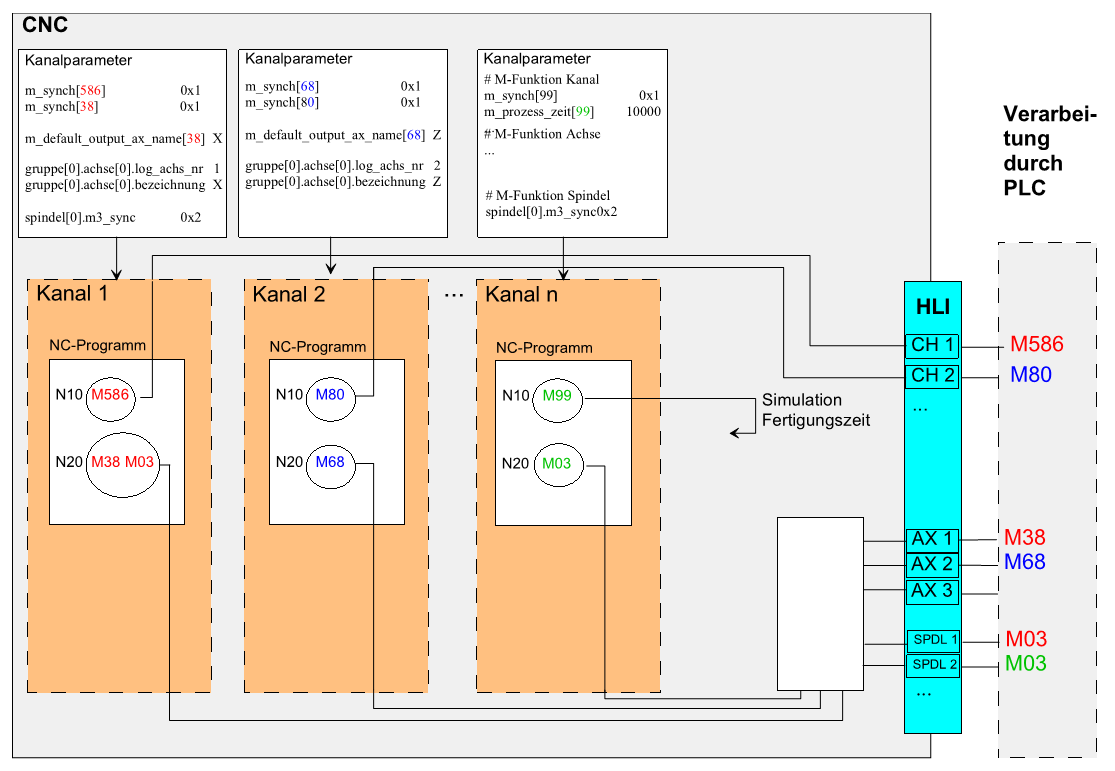
Die CNC-Kanäle werden jeweils über eine Initialisierungsliste (siehe Kanalparameterliste) parametriert. Hier sind alle M- und H-Funktionen anzugeben. Es kann statt der kanals- eine achsspezifische Zuordnung wie auch die Art der Synchronisation festgelegt werden.
An der Schnittstelle zur PLC (High Level Interface) [HLI] werden M-und H-Funktionen in den kanal- und achsspezifischen Bereichen ausgegeben und von der PLC entsprechend weiterverarbeitet und bestätigt.
Hinweis

Aus Sicherheitsgründen können M- und H-Funktionen ohne Angabe einer Synchronisationsart im CNC-Programm nicht verwendet werden.
In diesem Fall erzeugt die CNC die Meldung P-ERR-20157.
Ausgabe
Für die Ausgabe zur PLC gibt es folgende Ausgabemöglichkeiten:
- Keine Ausgabe
- Vor / Nach einer Bewegung
- Nach einem Ereignis
Die Ausgabe kann in unterschiedliche Bereiche der Schnittstelle zur PLC (HLI) erfolgen:
- Im Kanalbereich
- Im Achsbereich
Synchronisation
Zur Synchronisation mit einer auszuführenden Bewegung stehen folgende Möglichkeiten bereit:
- Keine Synchronisation
- Vor / Nach der Bewegung
- Beim Übergang in den nächsten Bewegungssatz mit Bearbeitungsvorschub („späte“ Synchronisation implizit)
- Bei expliziter Anforderung („späte“ Synchronisation explizit)
- Während eines Bewegungssatzes (Beispiel Kantenstoßen)