Einfügen von Fasen und Radien (G301/G302) (#FRC/#CHR/#CHF/#RND)
Syntax: | ||
G301 | Einfügen von Fasen | Beide Funktionen sind einmalig zwischen zwei Verfahrsätzen wirksam |
G302 | Einfügen von Radien | |
Bei G301 wird eine Gerade mit gleichem Neigungswinkel zu den Nachbar-Konturelementen eingefügt (Fasen).
Bei G302 wird ein an zwei Nachbar-Konturelementen tangential übergehender Kreisbogen eingefügt (Runden).
Diese Funktionen sind satzweise wirksam und erzeugen genau ein Einfügesegment (Gerade bzw. Kreisbogen). G301/G302-Sätze dürfen nur zwischen Sätzen mit wirksamer G-Funktion der Gruppe "G00, G01, G02/G03 ohne G05" geschrieben werden.
Ein im selben NC-Satz programmiertes I-Wort definiert die Fasenbreite bzw. die Radiusgröße des Einfügesegmentes in [mm, inch]. Das I-Wort bleibt gespeichert wirksam, d.h. bei folgendem G301/G302 mit gleicher Fasenlänge bzw. gleichem Radius muss das I-Wort nicht mehr programmiert werden.
Bei erstmaliger Programmierung von G301/G302 muss im NC-Satz ein I-Wort ungleich Null programmiert werden, sonst wird eine Fehlermeldung erzeugt (Fehler, der zum Abbruch der Decodierung führt).
Wirksamkeit des Bahnvorschubs im eingefügten Fasen- oder Kreissegment:
- Geht G00 (Eilgang) voraus, so wird das Segment ebenfalls mit maximal möglicher Geschwindigkeit gefahren.
- Geht G01/G02/G03 voraus, so gilt im Segment ebenfalls der programmierte Vorschub.
- Im Satz mit G301/G302 darf ein Vorschub angegeben werden. Dieser gilt auch in allen nachfolgenden G01/G02/G03 Sätzen.
- Bei wirksamem G11 und G41/G42 wird der Vorschub auch angepasst.
Spezifischer Fasen- bzw. Radienvorschub:
Versionshinweis
Ab V3.1.3057.04 kann zusammen mit der Fasen- bzw. Radienangabe ein spezifischer, nur im eingefügten Fasen- oder Kreissegment wirksamer Vorschub programmiert werden.
Syntax: | |||
#FRC=.. | Vorschub im eingefügten Fasen- oder Kreissegment gemäß der Einheit des F-Wortes (z.B. mm/min) | nicht modal | |
Programmierbeispiel

Einfügen von Fasen und Radien (G301/G302)
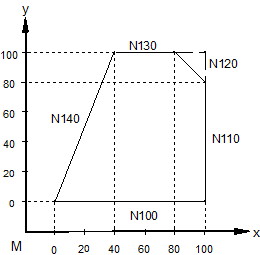
Fasen: 90° Ecke mit 2 Geraden (für eine Fase 20x45° wird I=20 angegeben)
N100 G00 G91 X100 Y0
N110 G01 Y100 F200
N120 G301 I20
N130 X-60
N140 G00 G90 X0 Y0
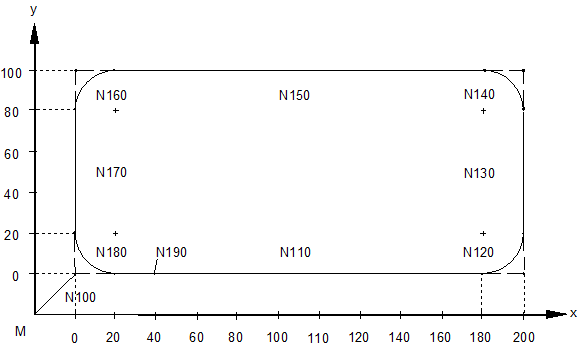
Runden: Rechtecktasche mit Eckenradius 20 mm, 200 mm lang, 100 mm breit, Vorschübe segmentspezifisch
Standard: | Alternativ: |
N100 G00 X0 Y0 | N100 G00 X0 Y0 |
N110 G01 X200 F200 | N110 G01 X200 F200 |
N120 G302 I20 F150 | N120 G302 I20 #FRC=150 |
N130 Y100 F200 | N130 Y100 |
N140 G302 F150 | N140 G302 #FRC=150 |
N150 X0 F200 | N150 X0 |
N160 G302 F150 | N160 G302 #FRC=150 |
N170 Y0 F200 | N170 Y0 |
N180 G302 F150 | N180 G302 #FRC=150 |
N190 X40 F200 | N190 X40 |
Die Fase bzw. der Radius wird immer in der Ebene eingefügt, in der der zweite Bewegungssatz programmiert ist.
Beispiel A: | Beispiel B: |
N100 G18 X20 | N100 G18 X20 |
N110 G19 | N110 G301 I5 |
N120 G301 I5 | N120 G19 |
N130 Y20 Z20 | N130 Y20 Z20 |
Beispiel A und B liefern das gleiche Ergebnis, Überschleifen in der Y-Z-Ebene.
Versionshinweis
Ab V3.1.3057.04 stehen weitere Möglichkeiten zur Programmierung von Fasen und Radien zur Verfügung:
Erweiterte G-Funktionen G301 und G302:
Fasen und Radien werden als Zusatzwert in Kombination mit G301 bzw. G302 programmiert. Der Fasen- bzw. Radiuswert in [mm, inch] muss immer mit angegeben werden, er ist nicht haltend.
G301 bzw. G302 können direkt im ersten Verfahrsatz mit programmiert werden, ein eigener NC-Satz ist nicht erforderlich.
Syntax: | ||
G301=.. | Einfügen von Fasen mit Angabe der Fase in [mm, inch] | nicht modal |
G302=.. | Einfügen von Radien mit Angabe des Radius in [mm, inch] | nicht modal |
Programmierbeispiel
Einfügen von Fasen und Radien (G301/G302)
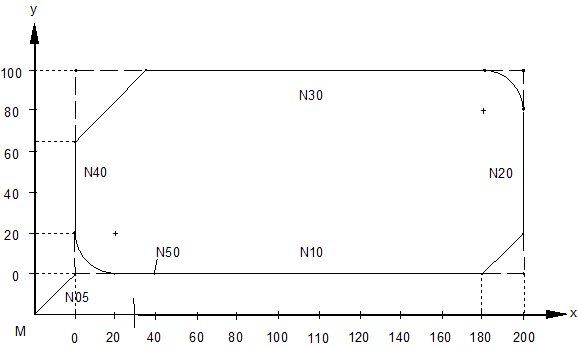
Rechteckkontur mit 2 Fasen (G301) und 2 Radien (G302) mit spezifischen Vorschüben
N05 G17 G00 G90 X0 Y0
N10 G01 F2000 X100 G301=20 #FRC=500
N20 Y100 G302=20 #FRC=1000
N30 X0 G301=20 #FRC=500
N40 Y0 G302=20 #FRC=1000
N50 X40
N50 M30
Programmierung von Fasen und Radien mit #-Befehlen:
Fasen und Radien werden als Zusatzwert in Kombination mit spezifischen #-Befehlen programmiert. Der Fasen- bzw. Radiuswert in [mm, inch] muss immer mit angegeben werden, er ist nicht haltend.
Die #-Befehle können direkt im ersten Verfahrsatz mit programmiert werden, ein eigener NC-Satz ist nicht erforderlich.
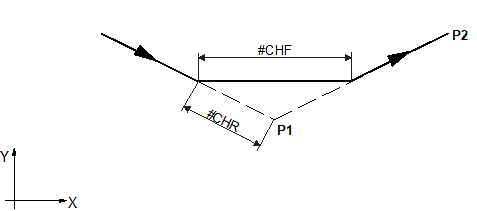
Eine Fase kann auf zwei Arten programmiert werden, entweder durch Vorgabe
- der Fasenbreite (analog zu G301) oder
- der Fasenlänge.
Syntax: | ||
#CHR=.. | Angabe der Fasenbreite in [mm, inch] | nicht modal |
#CHF=.. | Angabe der Fasenlänge in [mm, inch] | nicht modal |
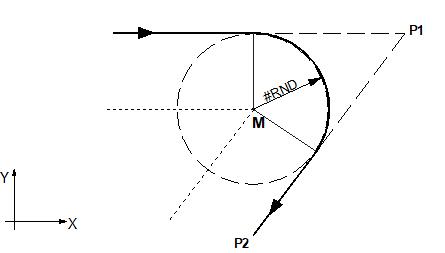
Die Radienprogrammierung erfolgt mit:
Syntax: | ||
#RND=.. | Angabe des Radius in [mm, inch] | nicht modal |
Programmierbeispiel
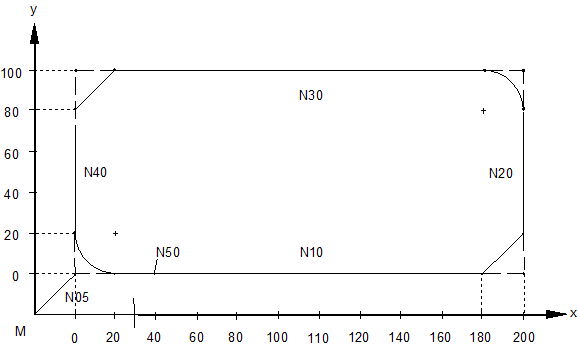
Rechteckkontur mit 2 Fasen (#CHR, #CHF) und 2 Radien (#RND) mit spezifischen Vorschüben
N05 G17 G00 G90 X0 Y0
N10 G01 F2000 X200 #CHR=20 #FRC=500
N20 Y100 #RND=20 #FRC=1000
N30 X0 #CHF=35 #FRC=500
N40 Y0 #RND=20 #FRC=1000
N50 X40
N60 M30