Einstellungen für die Eckenbearbeitung (edge_machining.*)
Versionshinweis
Diese Funktionalität ist ab Release V2.11.2009.12 verfügbar und wird in der Hochlaufliste ([STUP]) pro CNC-Kanal beispielhaft wie folgt freigeschaltet:configuration.channel[<i>].path_preparation.function FCT_DEFAULT | FCT_EMF
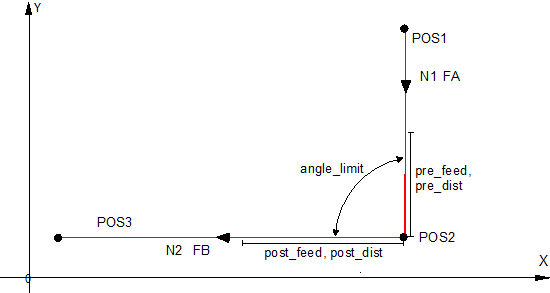
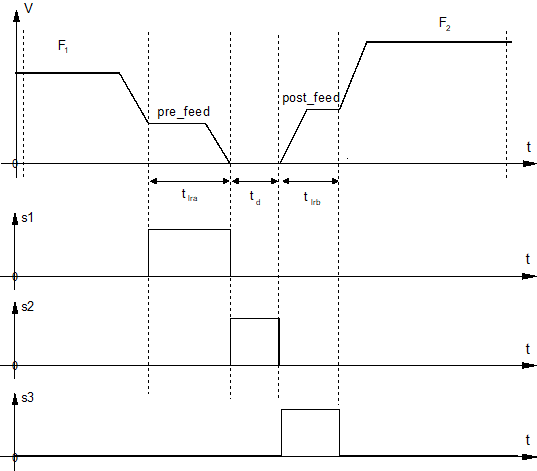
Abhängig von der Bearbeitungstechnologie kann es erforderlich sein, dass der Bearbeitungsprozess an spitzen Konturverläufen (Ecken) speziell gesteuert werden muss. Im Fall einer spitzen Ecke (definiert durch Winkeldifferenz zwischen zwei Konturelementen) wird der Bahngeschwindigkeitsverlauf an der Ecke abhängig von vordefinierten Parametern modifiziert, zusätzlich dazu werden drei aus dem Bahngeschwindigkeitsverlauf abgeleitete Steuersignale erzeugt, die an der PLC Schnittstelle zur Verfügung stehen (Siehe HLI Doku, Statusinformationen eines Kanals -> Eckenfunktion -> Signal_1, Signal_2, Signal_3). Als Konturelemente können Linear- oder Zirkularsätze programmiert werden, dabei wird nicht geprüft, ob es sich um eine Außen- oder Innenkontur handelt! Sind die Funktionen 'Einfügen von Fasen und Radien (G301/G302)' oder WRK (G41/G42) aktiv, können zusätzliche Konturelemente erzeugt werden, die dann zu einem anderen Knickwinkel führen, als zwischen den beiden ursprünglichen Konturelementen!
Folgende Parameter sind für die Einstellung der Eckenbearbeitung erforderlich:
# Parametrierung Eckenfunktion
# ======================================
edge_machining.enable 1
edge_machining.angle_limit 150000 [0.0001°(Grad)]
edge_machining.pre_dist 100000 [0.1µm]
edge_machining.pre_feed 16666 [µm /sec]
edge_machining.wait_time 10000 [[1 µs]]
edge_machining.post_dist 200000 [0.1µm]
edge_machining.post_feed 333333 [µm/sec]
edge_machining.disable_feed_adaption 0
edge_machining.mode 0
#
Weiterführende Informationen
- Aktivierung / Deaktivierung (P-CHAN-00220)
- Grenzknickwinkel (P-CHAN-00221)
- Abstand vor der Ecke (P-CHAN-00222)
- Vorschub vor Ecke (P-CHAN-00223)
- Wartezeit in Ecke (P-CHAN-00224)
- Abstand nach der Ecke (P-CHAN-00225)
- Vorschub nach der Ecke (P-CHAN-00226)
- Vorschubanpassung schalten (P-CHAN-00300)
- Modus der Eckenerkennung (P-CHAN-00301)